ALLPCB
ALLPCB


Moisture-sensitive components (MSDs) are a critical concern in printed circuit board (PCB) assembly, as improper handling can lead to costly defects, reduced yields, and compromised reliability. With the electronics industry trending toward smaller, denser, and more complex PCBs, the risks posed by moisture absorption have become more significant. This blog provides a comprehensive guide for engineers on effectively managing MSDs during assembly, drawing on industry standards and practical techniques to ensure high-quality outcomes.
Understanding Moisture-Sensitive Components (MSDs)
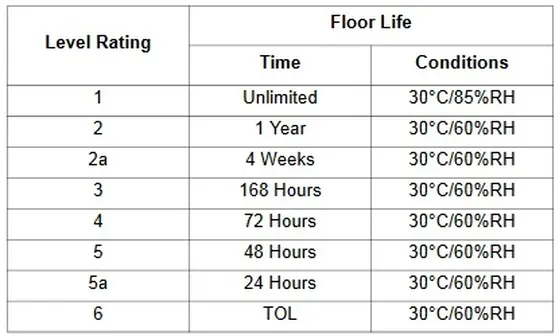
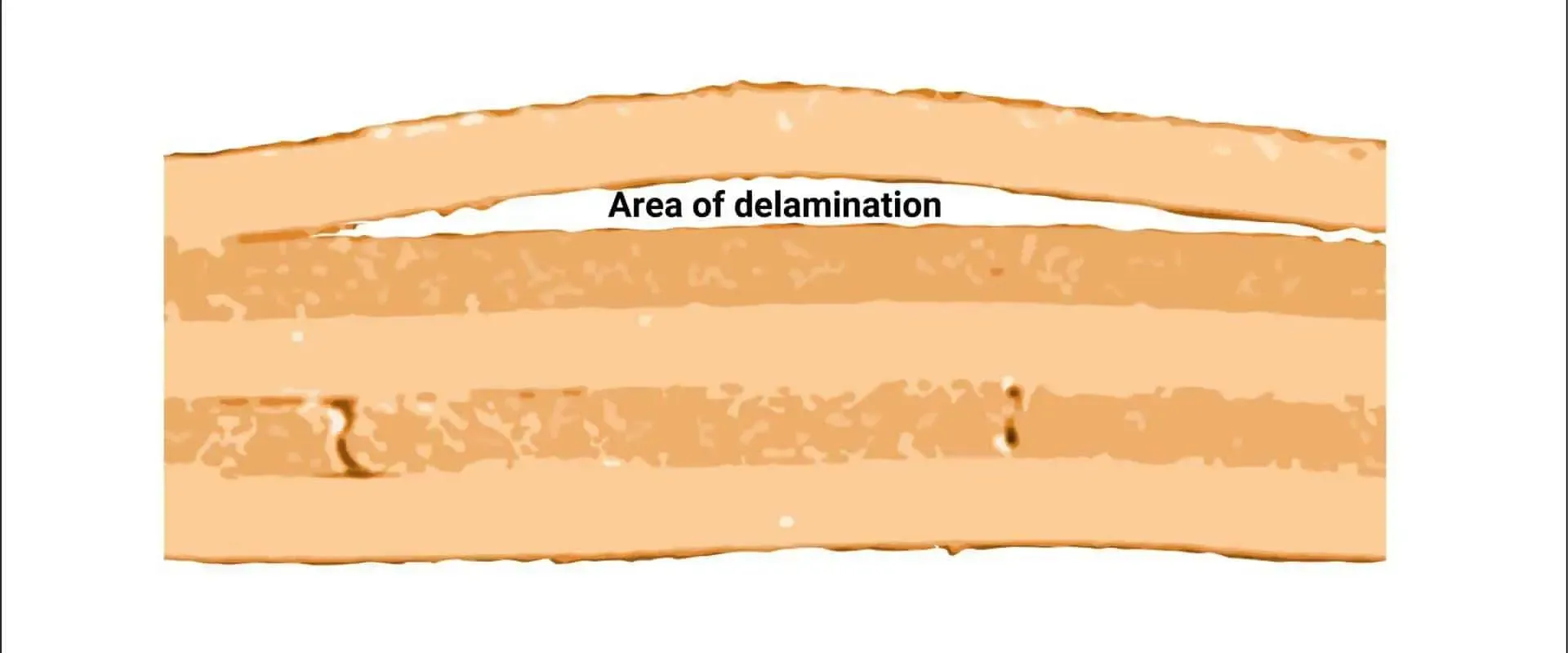
Moisture-sensitive components, often referred to as MSDs, are electronic components—such as integrated circuits (ICs), LEDs, and connectors—packaged in permeable materials like plastic. These materials allow moisture to penetrate via diffusion, which can accumulate at material interfaces within the component. When exposed to high temperatures during solder reflow, absorbed moisture can vaporize, causing defects like micro-cracking, delamination, or even component failure. According to industry standards like IPC/JEDEC J-STD-020E, MSDs are classified into Moisture Sensitivity Levels (MSLs) ranging from 1 to 6, with higher levels indicating greater sensitivity and shorter allowable exposure times.
For example, an MSL 4 component has a floor life of 72 hours in a humid environment (30°C, 60% relative humidity), while an MSL 6 component must be soldered within hours of opening its moisture barrier bag (MBB). Failure to adhere to these limits can result in defects that are often invisible, such as internal delamination, which can reduce a PCB's reliability by up to 30% in high-humidity conditions.
Why Moisture Control Matters in PCB Assembly
Moisture poses multiple threats to PCB performance. Water, often containing dissolved salts like chlorides and sulfates, is highly conductive and can cause short circuits or corrosion. Condensation, which forms when a PCB's surface is colder than its surroundings, exacerbates these issues by depositing moisture both externally and within component packages. This is particularly problematic in high-density PCBs, where signal integrity can be compromised, leading to increased propagation delays (e.g., up to 10% signal lag in humid conditions) or complete circuit failure.
The shift to lead-free soldering, which requires higher reflow temperatures (up to 260°C compared to 230°C for traditional SnPb solders), has intensified these risks. Moisture trapped in components or PCB substrates can turn to steam during reflow, causing 'popcorning' (package cracking) or delamination, which can reduce production yields by 15-20% in poorly managed environments.
Industry Standards for Managing MSDs
To address moisture-related challenges, the electronics industry relies on two key standards: IPC/JEDEC J-STD-020E and IPC/JEDEC J-STD-033D. These guidelines provide a framework for classifying, handling, and storing MSDs to minimize defects.
- IPC/JEDEC J-STD-020E: This standard defines MSL classifications and outlines testing methods to determine a component's sensitivity to moisture-induced stress. It ensures components are properly qualified for reliability before assembly.
- IPC/JEDEC J-STD-033D: This standard focuses on handling, packaging, and shipping MSDs. It specifies procedures like using moisture barrier bags (MBBs), desiccants, and humidity indicator cards (HICs) to control moisture exposure.
Additionally, IPC-1601A provides guidelines for handling and storing bare PCBs, emphasizing the use of dry environments and protective packaging to prevent moisture absorption. Following these standards can reduce moisture-related failures by up to 25%, according to industry reports.
Best Practices for Handling MSDs During Assembly
Effective management of MSDs requires a combination of preventive measures, proper handling, and controlled environments. Below are actionable steps to ensure moisture control during PCB assembly.
1. Proper Storage Before Assembly
MSDs must be stored in moisture barrier bags (MBBs) with desiccants and humidity indicator cards (HICs) to maintain humidity below 10%. These bags should be vacuum-sealed and checked for defects like tears or punctures upon receipt. A damaged MBB can reduce a component's shelf life from 12 months to mere days. Bare PCBs should also be stored in ESD-safe MBBs in a dry environment (relative humidity <50%) to prevent moisture uptake by hygroscopic materials like epoxy resins.

2. Incoming Inspection
Upon receiving MSDs, perform a thorough inspection of MBBs for physical damage and verify the bag seal date to determine remaining shelf life. Check the HIC to ensure humidity levels are within acceptable limits (typically <10% RH). If the HIC indicates excessive humidity, components should be baked before use, following MSL-specific guidelines (e.g., 125°C for 24 hours for MSL 3 components).
3. Controlled Assembly Environment
Maintain a controlled assembly environment with relative humidity between 40% and 60% and temperatures between 65°F and 75°F to minimize moisture absorption. High humidity can infiltrate solder paste, leading to incomplete soldering and defects in up to 10% of boards under typical reflow profiles. Use climatic chambers to regulate conditions during assembly, especially in tropical or humid climates.
4. Baking When Necessary
If MSDs exceed their floor life or are exposed to humid conditions, baking is a reliable method to remove moisture. Baking at 100-125°C for 24-48 hours (depending on MSL) can reduce moisture content to below 0.1%, preventing reflow-related damage. However, baking increases production time and costs, so it should be a last resort. Vacuum desorption, which lowers the boiling point of water, can be an alternative for sensitive components, reducing baking temperatures to 80-100°C.
5. Minimizing Exposure During Assembly
Once MBBs are opened, track the exposure time of MSDs to ensure they are soldered within their floor life. For example, an MSL 4 component exposed for more than 72 hours at 30°C/60% RH requires baking. Use automated systems to monitor exposure times, especially in high-mix production lines where components may be temporarily stored during line changeovers.
6. Protective Coatings and Design Considerations
Applying conformal coatings (e.g., acrylic, urethane, or silicone) after assembly provides a barrier against moisture and contaminants. These coatings can reduce corrosion-related failures by up to 20% in humid environments. During PCB design, consider vertical board orientation to prevent standing moisture and use meshed copper structures to minimize moisture trapping, though these may affect electrical performance.
Advanced Techniques for Moisture Management
For high-reliability applications, advanced techniques can further enhance moisture control:
- Dry Cabinets: Store MSDs and PCBs in digitally controlled dry cabinets maintaining <5% RH, reducing handling errors compared to MBBs. These cabinets can extend component shelf life by up to 50%.
- Nitrogen Cabinets: In extreme cases, nitrogen-purged cabinets eliminate oxygen and moisture, though they are cost-prohibitive for most applications.
- Vacuum Lamination: During PCB fabrication, apply low-pressure vacuum lamination to prevent gaps that trap moisture, improving board integrity by 15%.
- Scanning Acoustic Microscopy (SAM): Use SAM to detect internal delamination or popcorning without destroying components, ensuring quality control for high-value assemblies.
Leveraging ALLPCB's Expertise for Moisture-Sensitive Assembly
At ALLPCB, we understand the challenges of handling moisture-sensitive components and offer tailored solutions to ensure reliable PCB assembly. Our advanced manufacturing facilities maintain strict humidity and temperature controls, adhering to IPC/JEDEC standards to minimize moisture-related defects. With our quick-turn prototyping and global logistics, we streamline the assembly process, ensuring MSDs are handled with precision from storage to soldering. Our team also provides free Design for Manufacturability (DFM) checks to optimize PCB designs for moisture resistance, helping engineers achieve high yields and robust performance in demanding applications.
Conclusion
Handling moisture-sensitive components during PCB assembly requires meticulous attention to storage, inspection, and environmental control. By adhering to industry standards like IPC/JEDEC J-STD-020E and J-STD-033D, implementing preventive measures like MBBs and conformal coatings, and leveraging advanced techniques like dry cabinets, engineers can significantly reduce moisture-related failures. These practices not only enhance production yields but also ensure the long-term reliability of electronic devices. By staying proactive and informed, you can protect your PCBs from the hidden dangers of moisture and deliver high-quality assemblies.