 ALLPCB
ALLPCB


When it comes to ensuring the quality of your Surface Mount Technology (SMT) line, selecting the right inspection method is crucial. Two popular options, Automated Optical Inspection (AOI) and Automated X-ray Inspection (AXI), offer unique advantages for detecting defects in printed circuit board (PCB) assembly. So, which one is right for your production needs? In short, AOI is ideal for fast, surface-level defect detection like component placement and solder issues, while AXI excels at inspecting hidden connections and internal defects, such as those in Ball Grid Arrays (BGAs). In this blog, we’ll dive deep into the differences between AOI and AXI, helping you make an informed decision for your SMT inspection process.
What Are AOI and AXI in SMT Inspection?
In the fast-paced world of electronics manufacturing, SMT lines produce complex PCBs at high speeds. Even small defects can lead to costly failures, making inspection a critical step. Both Automated Optical Inspection (AOI) and Automated X-ray Inspection (AXI) are non-contact testing methods used to ensure quality, but they serve different purposes in the production line.
Automated Optical Inspection (AOI) uses high-resolution cameras and advanced lighting to visually inspect the surface of PCBs. It identifies issues like missing components, incorrect placements, and solder defects. AOI is typically used at various stages, including after solder paste application (SPI), pre-reflow, and post-reflow, with post-reflow being the most common due to its ability to catch a wide range of defects in one go.
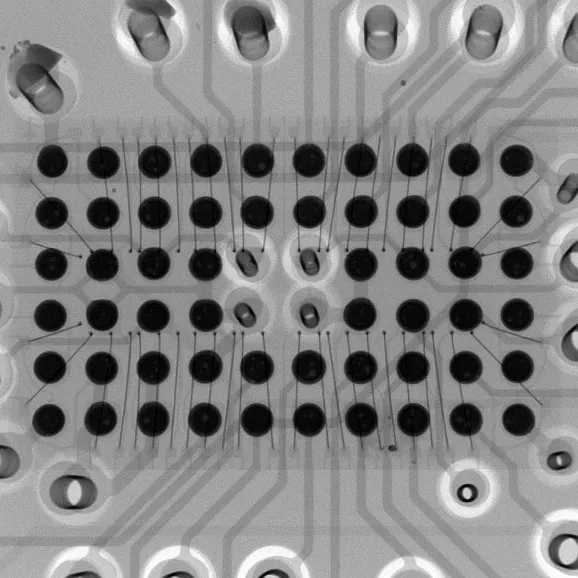
Automated X-ray Inspection (AXI), on the other hand, uses X-rays to penetrate the PCB and inspect hidden features. It’s particularly useful for checking solder joints under components like BGAs, Chip Scale Packages (CSPs), and other high-density packages where connections are not visible to the naked eye. AXI focuses on internal quality and structural integrity, often complementing AOI in a comprehensive inspection strategy.

Key Differences Between AOI and AXI for SMT Inspection
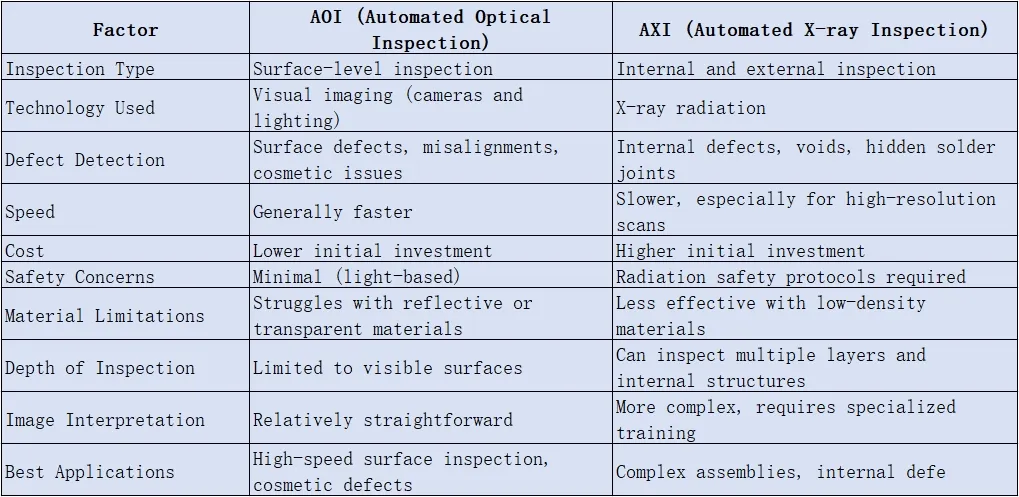
Understanding the core differences between Automated Optical Inspection and Automated X-ray Inspection is essential for choosing the right method for your SMT line. Let’s break it down into key areas such as technology, defect detection capabilities, speed, and cost.
1. Technology and Inspection Approach
AOI relies on visible light and camera systems to capture detailed images of the PCB surface. It uses 2D and sometimes 3D imaging to analyze component placement, solder fillet shapes, and surface-level defects. Modern AOI systems often incorporate machine learning algorithms to improve accuracy, achieving defect detection rates of up to 95% for surface issues.
AXI, by contrast, uses X-ray technology to see through the PCB and components. It generates detailed images of internal structures, revealing hidden solder joints and voids. AXI systems can detect issues with a precision of up to 99% for hidden connections, making them indispensable for complex assemblies. However, they require more sophisticated equipment and safety measures due to the use of radiation.
2. Defect Detection Capabilities
AOI excels at detecting surface-level defects, including:
- Missing or misaligned components
- Solder bridges and insufficient solder
- Incorrect polarity or orientation of components
- Tombstoning or billboard defects
However, AOI cannot inspect underneath components or inside multilayer boards, limiting its scope to visible areas. For instance, it struggles with BGAs where solder joints are hidden beneath the package.
AXI fills this gap by focusing on internal and hidden defects, such as:
- Solder voids in BGAs and CSPs (often critical as voids above 25% can compromise reliability)
- Cracks or breaks in internal layers of multilayer PCBs
- Insufficient solder in hidden joints
- Alignment issues in stacked components
While AXI is powerful for subsurface inspection, it’s less effective for surface defects like component markings or color variations, where AOI shines.
3. Speed and Throughput
Speed is a critical factor in high-volume SMT production. AOI systems are generally faster, inspecting a typical PCB in 10-20 seconds depending on complexity. This makes them ideal for inline inspection where quick feedback is needed to keep the production line moving.
AXI systems are slower due to the complexity of X-ray imaging and processing. A single board may take 30-60 seconds or more to inspect, especially for detailed 3D X-ray scans. As a result, AXI is often used offline or for sampling rather than 100% inline inspection, unless the product demands rigorous internal quality checks.
4. Cost and Implementation
Cost is another significant consideration. AOI systems are generally more affordable, with entry-level machines starting at around $50,000, while high-end systems with 3D capabilities can reach $150,000. They also have lower operating costs since they don’t require specialized safety measures.
AXI systems are more expensive, often starting at $100,000 and going up to $500,000 for advanced models with 3D imaging. Additionally, they require radiation shielding and compliance with safety regulations, adding to the overall cost of implementation. Maintenance costs for AXI are also higher due to the specialized nature of X-ray equipment.
Advantages and Limitations of AOI in SMT Lines
Advantages of AOI
- Speed and Efficiency: AOI offers rapid inspection, making it suitable for high-volume production lines with cycle times as low as 10 seconds per board.
- Cost-Effective: Lower initial and operational costs compared to AXI, ideal for manufacturers with budget constraints.
- Versatility: Can be used at multiple stages of the SMT process, from solder paste inspection to post-reflow checks.
- User-Friendly: Modern AOI systems often come with intuitive software, reducing the learning curve for operators.
Limitations of AOI
- Surface-Only Inspection: Cannot detect hidden defects or internal issues, missing critical faults in BGAs or multilayer boards.
- False Positives: AOI may flag acceptable variations as defects, requiring manual verification and potentially slowing down production.
- Limited Depth: Struggles with tall components or shadowed areas where lighting and camera angles cannot fully capture details.
Advantages and Limitations of AXI in SMT Lines
Advantages of AXI
- Internal Inspection: Unmatched ability to detect hidden defects, such as solder voids in BGAs, with void detection accuracy often exceeding 98%.
- High Precision: Provides detailed insights into internal structures, essential for high-reliability applications like aerospace or medical devices.
- Non-Destructive: Allows thorough inspection without damaging the PCB, preserving the product for further testing or use.
Limitations of AXI
- Higher Costs: Significant investment in equipment, safety compliance, and maintenance, making it less feasible for smaller operations.
- Slower Process: Longer inspection times make it impractical for high-speed, high-volume production without strategic sampling.
- Complexity: Requires skilled operators and specialized training to interpret X-ray images and manage equipment safely.
How to Choose Between AOI and AXI for Your SMT Line
Deciding between Automated Optical Inspection and Automated X-ray Inspection depends on several factors specific to your production needs. Here are key considerations to guide your choice:
1. Type of PCB and Components
If your SMT line produces PCBs with mostly surface-mount components and minimal hidden connections, AOI is likely sufficient. It can catch common defects like misplacements or solder issues effectively. However, if your boards include complex packages like BGAs, CSPs, or QFNs with hidden solder joints, AXI becomes essential to ensure internal quality.
2. Production Volume and Speed
For high-volume production where speed is critical, AOI is the better choice due to its faster inspection times. It can be integrated inline to inspect every board without creating bottlenecks. For lower-volume, high-value products where quality trumps speed, AXI’s detailed analysis justifies its slower pace, often used for sampling or critical batches.
3. Budget Constraints
If budget is a concern, start with AOI as it offers a lower entry cost and still provides robust surface-level inspection. As your needs grow or if you move into more complex assemblies, consider investing in AXI to complement your AOI system, creating a hybrid inspection approach.
4. Quality and Reliability Requirements
For industries with strict reliability standards, such as automotive, aerospace, or medical, AXI is often non-negotiable. Defects like solder voids or internal cracks can lead to catastrophic failures, and AXI’s ability to detect these issues ensures compliance with standards like IPC-A-610, which specifies acceptable void percentages (typically under 25% for critical applications).
5. Hybrid Approach: Combining AOI and AXI
In many modern SMT lines, combining AOI and AXI offers the best of both worlds. AOI handles fast, surface-level checks for every board, while AXI is used selectively for complex components or as a periodic quality audit. This hybrid strategy balances cost, speed, and quality, ensuring comprehensive defect detection. For example, a line might use AOI post-reflow for 100% inspection and AXI for a 10% sample of boards with BGAs to verify internal solder quality.
Practical Tips for Implementing AOI and AXI in Your SMT Line
Once you’ve decided on an inspection method, proper implementation is key to maximizing its benefits. Here are actionable tips for integrating AOI and AXI into your SMT process:
- Optimize Placement in the Line: Place AOI systems after critical stages like solder paste printing and reflow to catch defects early. Use AXI for post-assembly checks on complex boards, ideally offline to avoid slowing down the line.
- Train Your Team: Ensure operators are well-trained in interpreting inspection data, especially for AXI, where X-ray images can be complex. Regular training updates can reduce false positives and improve defect detection rates.
- Regular Calibration: Both AOI and AXI systems require periodic calibration to maintain accuracy. For AOI, check camera alignment and lighting conditions; for AXI, ensure X-ray dosage and image clarity meet manufacturer specs.
- Data Integration: Use software to integrate inspection data with your manufacturing execution system (MES). This allows real-time defect tracking and process optimization, reducing rework costs by up to 30% in some cases.
- Start Small and Scale: If budget is tight, begin with a basic AOI system and upgrade to advanced 3D AOI or add AXI as your production complexity increases.
Future Trends in SMT Inspection: AOI and AXI Advancements
The field of SMT inspection is evolving rapidly with advancements in technology. For AOI, the integration of artificial intelligence (AI) and machine learning is reducing false positives and improving defect classification accuracy. Some systems now achieve false call rates below 1%, a significant improvement over older models.
For AXI, developments in 3D X-ray imaging and computed tomography (CT) are providing even more detailed views of internal structures, with resolution down to a few micrometers. Additionally, efforts to reduce inspection times are making AXI more viable for inline use in high-volume settings.
Looking ahead, the trend is toward smarter, integrated inspection systems that combine AOI and AXI data into a single platform, offering a holistic view of PCB quality. This convergence, supported by Industry 4.0 principles, will enable predictive maintenance and defect prevention, further enhancing SMT line efficiency.
Conclusion: Making the Right Choice for Your SMT Line
Choosing between Automated Optical Inspection (AOI) and Automated X-ray Inspection (AXI) for your SMT line depends on your specific production needs, budget, and quality requirements. AOI offers speed, affordability, and versatility for surface-level defect detection, making it a go-to choice for many manufacturers. AXI, with its unparalleled ability to inspect hidden connections, is critical for complex assemblies where internal quality cannot be compromised.
By understanding the strengths and limitations of each method, you can tailor your inspection strategy to ensure high-quality PCB assembly. Whether you opt for AOI, AXI, or a hybrid approach, investing in the right SMT inspection technology will safeguard your products and enhance your manufacturing efficiency. At ALLPCB, we’re committed to supporting your SMT needs with cutting-edge solutions and expert guidance to achieve flawless production outcomes.





