ALLPCB
ALLPCB


Introduction
Moisture absorption poses a significant challenge for printed circuit boards operating in harsh environments, such as high humidity conditions or outdoor applications. Rogers PCBs, designed for high-frequency and microwave circuits, stand out due to their exceptionally low moisture uptake compared to standard materials. This characteristic helps maintain electrical stability, prevents mechanical failures, and ensures long-term reliability. Engineers must understand Rogers PCB moisture absorption to select appropriate materials and processes for demanding deployments. In this article, we explore the mechanisms, testing methods, and mitigation strategies tailored for electric engineers working with these advanced laminates.
Understanding Moisture Absorption in PCBs
Moisture absorption occurs when water vapor diffuses into the PCB laminate, altering its physical and electrical properties. In standard epoxy-based materials, this process leads to hygroscopic swelling, increased dielectric constant, and higher signal loss. Rogers PCB moisture absorption rates are typically very low, ranging from 0.02% to 0.08% under standard test conditions, which minimizes these shifts. For high humidity PCB applications, even small changes in moisture content can degrade performance in RF circuits. PCB moisture sensitivity classification helps quantify this risk, categorizing boards based on their vulnerability during assembly and operation.
The relevance intensifies in sectors like telecommunications, aerospace, and automotive radar systems, where environmental exposure is unavoidable. Engineers prioritize materials with stable dielectric properties to avoid impedance mismatches or insertion loss spikes. Rogers laminates, such as those in the RO4000 and RO3000 series, excel here by resisting moisture ingress, supporting consistent signal integrity over wide humidity ranges. Proper management of PCB moisture sensitivity ensures compliance with reliability standards from the outset of design.
Mechanisms of Moisture Impact on PCB Performance
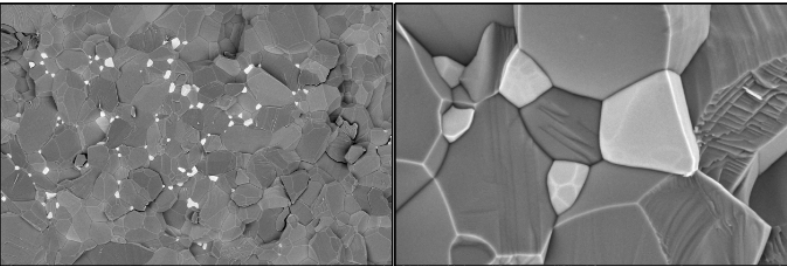
Water molecules penetrate the PCB through microscopic voids in the resin and fibers, following Fick's laws of diffusion. This absorption causes volumetric expansion, inducing stresses that lead to warpage or delamination at copper interfaces. In high-frequency designs, the elevated dielectric constant from bound water increases propagation delay and attenuation, compromising circuit timing. For Rogers PCBs, the ceramic-filled hydrocarbon or PTFE composites limit diffusion paths, resulting in negligible property changes even after prolonged exposure.
PCB moisture sensitivity manifests during reflow soldering as the "popcorn effect," where trapped vapor expands rapidly, causing internal cracks. High humidity PCB environments accelerate this by saturating the board prior to assembly. Mechanical integrity suffers too, with reduced peel strength and via reliability under thermal cycling. Engineers observe these effects through cross-section analysis, revealing microcracks that propagate under vibration or thermal stress.
Temperature and humidity interact synergically; higher moisture content lowers the glass transition temperature, softening the laminate. This exacerbates camber in multilayer stacks, misaligning vias and traces. In Rogers materials, low absorption rates like 0.04% for RO4350B maintain dimensional stability, preserving Z-axis expansion coefficients. Understanding these mechanisms guides material selection and process controls for robust designs.
Why Rogers PCBs Excel in Low Moisture Absorption
Rogers laminates incorporate reinforced structures that inherently repel water, unlike hydrophilic epoxies. The proprietary formulations yield absorption values below 0.05% in many cases, far superior to conventional boards. This stability preserves the low loss tangent and dielectric constant across environmental swings, critical for phased array antennas or 5G base stations. In high humidity PCB scenarios, such as coastal radar systems, Rogers materials prevent detuning that plagues standard laminates.
Fabrication compatibility with FR-4 processes simplifies integration, yet their hydrophobicity demands adjusted handling. Low moisture uptake reduces baking times before soldering, streamlining production. Electrical engineers benefit from predictable modeling, as simulation tools accurately predict performance without humidity corrections. Overall, Rogers PCB moisture absorption properties enable deployment in MSL Level 1 classifications with minimal risk.
Environmental Testing for PCB Moisture Sensitivity
Environmental testing PCB protocols simulate real-world exposure to validate reliability. JEDEC J-STD-020 outlines moisture sensitivity levels (MSL) through soak-bake-reflow cycles, assessing vapor-induced failures. Boards absorb moisture at 85% RH and 30°C, then undergo three reflows to check for delamination or cracks. Rogers PCBs often achieve higher MSL ratings due to their low absorption, supporting lead-free processes without preconditioning.
IPC-1601 provides guidelines for storage and handling, recommending dry cabinets below 5% RH for moisture-sensitive assemblies. Engineers perform weight gain tests per ASTM D570 to quantify absorption, correlating results to electrical shifts. Thermal shock and humidity chambers reveal long-term effects, like corrosion on exposed copper. For high humidity PCB designs, accelerated life testing combines 85/85 conditions (85°C/85% RH) with functional checks.
Visual inspection post-testing identifies warpage via shadow moiré or dial gauges, while C-scan ultrasonics detects internal delams. Data from these tests inform design margins, such as trace spacing adjustments. Compliance with these standards ensures field reliability, avoiding costly recalls.
Related Reading: Moisture Mayhem: How Humidity Testing Safeguards PCB Reliability

Best Practices and Solutions for Moisture Management
Dry storage in nitrogen-purged cabinets prevents pre-assembly absorption, per IPC-1601 recommendations. Baking at 125°C for 24 hours desorbs moisture before reflow, verified by humidity indicator cards. For Rogers PCBs, shorter bakes suffice due to low baseline absorption, optimizing throughput.
Conformal coating PCB adds a barrier layer, with silicones or urethanes offering excellent humidity resistance without altering RF properties. Selective application via spray or dip protects exposed areas while allowing rework. Engineers select coatings with low outgassing for vacuum environments. Encapsulation in housings or potting compounds provides ultimate defense in extreme cases.
Design strategies include wider clearances for humid zones and grounded guards to shunt leakage currents. Material stackups pair Rogers cores with low-absorb prepregs for hybrids. Process controls like plasma cleaning enhance adhesion, reducing trap sites. These practices collectively mitigate PCB moisture sensitivity.
Related Reading: How to Handle Moisture-Sensitive Components During Assembly
Troubleshooting Common Issues in Harsh Environments
Field failures often trace to inadequate preconditioning, manifesting as intermittent signal loss in high humidity PCB setups. Engineers diagnose via isotherm mapping, revealing hot spots from dielectric degradation. Warpage exceeding 0.75% I/100mm signals moisture-induced bowing, correctable by symmetric stackups.
Delamination at vias prompts cross-sectioning to confirm vapor paths. Conformal coating PCB defects like bubbles arise from poor surface prep; abrasion and IPA cleaning resolve this. Environmental testing PCB data logs predict MTBF, guiding upgrades. Proactive monitoring with embedded hygrometers flags excursions early.
Conclusion
Rogers PCB moisture absorption remains a cornerstone of reliability in harsh environments, offering unmatched stability for high-frequency applications. By grasping mechanisms, leveraging standards like JEDEC J-STD-020 and IPC-1601, and applying best practices such as conformal coating PCB and rigorous environmental testing PCB, engineers ensure robust performance. Low absorption rates preserve electrical integrity, minimizing risks in high humidity PCB scenarios. Prioritizing these strategies yields designs that withstand real-world challenges, enhancing system longevity.
FAQs
Q1: What factors contribute to Rogers PCB moisture absorption?
A1: Rogers PCB moisture absorption is minimized by ceramic-filled composites that limit water diffusion, typically under 0.05% in standard tests. High-frequency formulations resist hygroscopic swelling better than epoxies. Storage per IPC-1601 and baking prevent uptake during handling. This ensures stable Dk in humid conditions.
Q2: How does PCB moisture sensitivity affect high humidity PCB designs?
A2: PCB moisture sensitivity leads to warpage, delamination, and signal loss in high humidity PCB environments via vapor expansion. MSL testing per JEDEC J-STD-020 classifies risks. Rogers materials excel with low absorption, maintaining performance. Mitigation includes dry storage and preconditioning.
Q3: When should engineers apply conformal coating PCB for Rogers boards?
A3: Apply conformal coating PCB on Rogers boards for exposed high humidity applications to block moisture ingress. Silicones suit RF due to low loss. Test adhesion post-cure to avoid stress cracks. It complements inherent low Rogers PCB moisture absorption for enhanced protection.
Q4: What role does environmental testing PCB play in validation?
A4: Environmental testing PCB simulates 85/85 conditions to expose moisture weaknesses early. It verifies JEDEC compliance and predicts field reliability. For Rogers PCBs, it confirms minimal property shifts. Integrate with design iterations for optimized high humidity PCB outcomes.
References
JEDEC J-STD-020E — Moisture/Reflow Sensitivity Classification. JEDEC, 2014.
IPC-1601 — Printed Board Handling and Storage Guidelines. IPC, 2018.
IPC-6012E — Qualification and Performance Specification for Rigid Printed Boards. IPC, 2017.