ALLPCB
ALLPCB


Introduction
Immersion tin stands out as a popular surface finish for printed circuit boards in modern electronics manufacturing, particularly when paired with lead-free soldering processes. This finish involves a thin layer of pure tin deposited chemically onto exposed copper surfaces, providing protection against oxidation while maintaining excellent solderability. As industries shift toward RoHS compliance to eliminate hazardous substances like lead, understanding the compatibility between immersion tin and lead-free solder alloys becomes essential for electric engineers. This guide explores the technical synergies, potential soldering challenges, and best practices to ensure reliable assembly outcomes. By addressing wetting properties, tin whisker growth, and process optimizations, engineers can achieve robust joints that meet performance demands in high-reliability applications.
What Is Immersion Tin and Why It Matters for Lead-Free Soldering
Immersion tin creates a uniform, matte tin coating through a displacement reaction where tin ions replace copper atoms on the PCB surface. This results in a flat, coplanar finish ideal for fine-pitch components and high-density interconnects. Unlike electrolytic finishes, it requires no electrical current, allowing even coverage on complex geometries. For lead-free soldering, immersion tin aligns perfectly with RoHS compliance requirements, as it contains no restricted materials and supports the higher reflow temperatures of lead-free solder alloys. Its relevance grows in sectors demanding environmental responsibility alongside electrical performance, such as consumer electronics and automotive systems. Engineers value this finish for its cost-effectiveness and compatibility in surface mount technology assemblies.
The shift to lead-free processes, driven by global regulations, has spotlighted finishes like immersion tin that preserve solder joint integrity without lead. Traditional tin-lead solders melted at lower temperatures, but lead-free alternatives demand precise control to avoid defects. Immersion tin excels here by offering consistent intermetallic formation during reflow. This compatibility reduces voiding and enhances mechanical strength in finished assemblies. As production scales, selecting the right surface finish directly impacts yield rates and long-term reliability.
Technical Principles of Compatibility in Immersion Tin and Lead-Free Soldering
At the core of immersion tin's compatibility lies its superior wetting properties with lead-free solder alloys. During reflow, the thin tin layer rapidly alloys with the solder, promoting full coverage and minimizing dewetting risks. This wetting behavior stems from the low contact angle between molten lead-free solder and the tin surface, facilitating capillary flow into vias and pads. Lead-free alloys, typically tin-silver-copper based, form stable Cu6Sn5 intermetallics at the interface, which provide strong adhesion without excessive growth that could embrittle joints. Engineers must consider how process atmosphere, such as nitrogen reflow, further enhances these properties by limiting oxidation.
Immersion tin's thin deposit, often specified under IPC-4554, ensures quick dissolution into the solder pool, avoiding the solderability loss seen in thicker finishes. This mechanism supports multiple reflow cycles common in double-sided assemblies. The finish's purity minimizes contaminants that could disrupt flux activation, leading to uniform heating and flow. In lead-free environments, where peak temperatures exceed 240 degrees Celsius, immersion tin maintains structural integrity better than some organic coatings. These principles underscore its role in achieving RoHS compliant assemblies with predictable performance.
Key Soldering Challenges with Immersion Tin
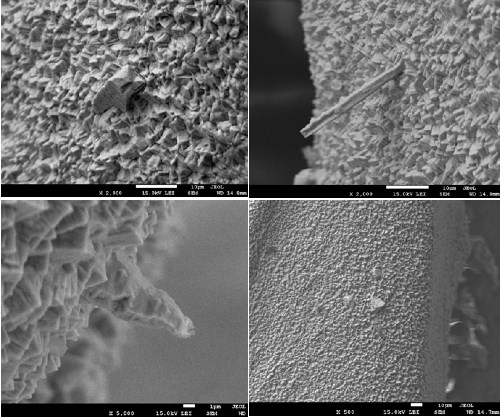
Despite its advantages, immersion tin presents soldering challenges, particularly tin whisker growth, which can form conductive filaments over time. These whiskers arise from internal stresses in the pure tin layer, potentially bridging adjacent pads and causing shorts in high-reliability applications. Factors like storage conditions and mechanical stress accelerate growth, demanding proactive mitigation in design phases. Engineers encounter this issue more in humid environments or after prolonged shelf life, where oxidation may also degrade wetting properties. Addressing these requires understanding the interplay between finish thickness, alloy purity, and assembly timelines.
Another challenge involves handling higher thermal profiles of lead-free solder alloys, which stress the PCB substrate and risk warpage. Immersion tin's sensitivity to handling can lead to fingerprint contamination, impairing solder flow during wave or selective soldering. Dewetting occurs if the tin layer oxidizes unevenly, leaving isolated copper islands that reject solder beads. Flux selection plays a critical role here, as aggressive types may etch the tin excessively, while mild ones fail to activate fully. IPC-6012 guidelines help qualify boards against such defects, ensuring acceptability criteria are met before assembly.
Lead-free soldering amplifies black pad phenomena indirectly through reflow extremes, though less prevalent with immersion tin than nickel-based finishes. Engineers must profile ovens to balance peak temperature holds with cooling rates, preventing intermetallic overgrowth. Vibration during shipping can exacerbate whisker risks, prompting conformal coating considerations post-assembly. These challenges highlight the need for integrated process controls from fabrication to soldering.
Best Practices for Optimal Compatibility
To maximize immersion tin lead-free soldering success, start with stringent incoming inspection per J-STD-001 requirements for solderability. Verify finish uniformity and absence of discoloration using visual and cross-section analysis. Optimize reflow profiles with gradual ramps to 150 degrees Celsius preheat, followed by 60-second holds above liquidus to ensure complete wetting. Nitrogen atmospheres reduce dross formation and enhance joint cosmetics. For wave soldering, preheat boards adequately to counteract tin's rapid dissolution, preventing bridging on dense patterns.
Shelf life management is crucial; store panels in dry nitrogen cabinets to extend usability beyond six months. Select lead-free solder alloys with proven wetting on tin, incorporating activators compatible with the finish. Post-reflow cleaning with no-clean fluxes minimizes residue that could promote corrosion. Implement automated optical inspection to detect early dewetting or tombstoning. These practices, aligned with industry standards, boost first-pass yields and reliability.
For high-volume production, qualify suppliers for consistent immersion tin thickness and whisker mitigation additives. Perform accelerated life testing simulating operational stresses to predict long-term behavior. Integrate design rules like larger pad clearances to accommodate potential whisker protrusion. Troubleshooting flowcharts aid in isolating root causes, such as flux incompatibility or oven zoning issues.
Troubleshooting Common Issues
Electric engineers often face inconsistent wetting properties during immersion tin lead-free soldering trials. Symptoms include beading or incomplete fillet formation, traced to oxidized tin layers from exposure. Rework by light abrasion followed by flux dipping restores surfaces, but prevention via vacuum packaging proves superior. Tin whisker growth manifests as intermittent failures post-assembly; mitigate with post-solder conformal coatings that encapsulate filaments without compromising electrical paths.
RoHS compliance verification sometimes reveals alloy mismatches, leading to brittle joints. Cross-check solder paste datasheets against immersion tin intermetallic data. Excessive voiding signals trapped flux gases; extend soak times or switch to low-voiding pastes. Warpage challenges demand symmetric layer stacks and controlled cool-down rates. Documenting process windows per IPC-A-600 criteria streamlines qualification.
Conclusion
Immersion tin offers robust compatibility with lead-free soldering, excelling in wetting properties and RoHS compliance while navigating challenges like tin whisker growth. Engineers benefit from its flat profile and solder joint reliability in demanding applications. Adopting best practices, from profile optimization to storage protocols, ensures high yields and durability. Standards like IPC-4554 guide finish quality, while J-STD-001 informs assembly excellence. Prioritizing these elements positions teams for successful transitions to sustainable manufacturing.
FAQs
Q1: What makes immersion tin suitable for lead-free soldering under RoHS compliance?
A1: Immersion tin provides a lead-free, flat surface that wets effectively with lead-free solder alloys during reflow. It withstands higher temperatures without degrading, aligning with RoHS restrictions on hazardous materials. Proper flux activation prevents oxidation, ensuring reliable intermetallic bonds. This finish supports fine-pitch assemblies common in modern designs.
Q2: How does tin whisker growth affect immersion tin lead-free soldering?
A2: Tin whiskers form due to compressive stresses in the pure tin layer, risking shorts between pads over time. In lead-free processes, whiskers grow faster under thermal cycling, but modern plating controls per IPC-4554 mitigate risks. Conformal coatings post-assembly encapsulate them effectively. Monitor storage humidity to delay onset.
Q3: What are common soldering challenges with immersion tin and how to address wetting properties?
A3: Challenges include dewetting from oxidation and intermetallic overgrowth with lead-free alloys. Optimize reflow profiles with nitrogen and compatible fluxes to enhance wetting. Preheat adequately to activate surfaces uniformly. Inspect boards pre-assembly for discoloration to catch issues early.
Q4: Can immersion tin handle multiple reflow cycles in lead-free soldering?
A4: Yes, its thin layer dissolves quickly into solder, preserving solderability across cycles. Avoid excessive exposure by sequencing assemblies promptly. Nitrogen reflow minimizes cumulative oxidation. Test profiles ensure consistent joint voids below acceptable limits.
References
IPC-4554 with Amendment 1 — Specification for Immersion Tin. IPC, 2009
J-STD-001H — Requirements for Soldered Electrical and Electronic Assemblies. IPC, 2020
IPC-6012E — Qualification and Performance Specification for Rigid Printed Boards. IPC, 2015