 ALLPCB
ALLPCB


Introduction
In surface mount technology assembly, the stencil printing process sets the foundation for reliable solder joints. Squeegees play a critical role by evenly distributing solder paste across the stencil to fill apertures precisely. Selecting the appropriate squeegee blade directly influences paste volume, deposit shape, and defect rates like bridging or insufficient solder. Engineers often face challenges balancing speed, consistency, and stencil longevity in high-volume production. This article explores key factors in squeegee selection, including material choices, pressure settings, and angle adjustments, to achieve optimal solder paste transfer. Practical insights help troubleshoot common issues and align with industry best practices.
Understanding Stencil Printer Squeegees and Their Importance
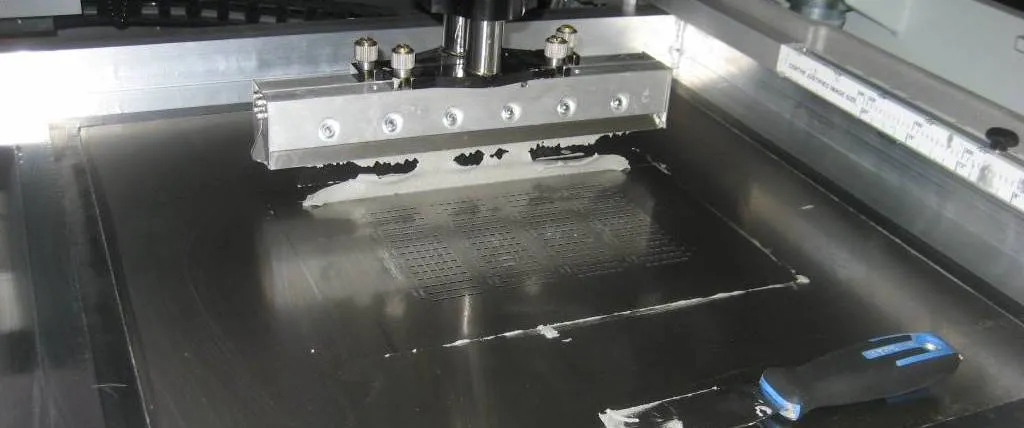
Stencil printer squeegees are blades that shear solder paste across the stencil surface, forcing it into pad apertures while wiping excess from the top. These blades must maintain consistent contact to ensure uniform paste height and clean release from the stencil. Poor squeegee performance leads to defects such as paste smearing, bridging between pads, or voids in deposits, which propagate through reflow soldering. In PCB assembly lines, squeegees impact first-pass yield and overall process capability. Factors like blade material, durometer, edge profile, and setup parameters determine their effectiveness. Adhering to guidelines in IPC-7525 helps optimize stencil and squeegee interactions for reliable printing.
The choice of squeegee affects not only paste transfer but also stencil wear over thousands of cycles. Flexible blades conform better to surface variations, while rigid ones provide precision for fine-pitch features. Engineers must evaluate production volume, aperture sizes, and paste rheology when selecting blades. Maintenance routines, including edge inspection and cleaning, extend blade life and maintain print quality. Ultimately, the right squeegee minimizes variability, supporting high-speed printing without compromising deposit fidelity.
Metal vs Polyurethane Squeegee: Key Differences and Applications
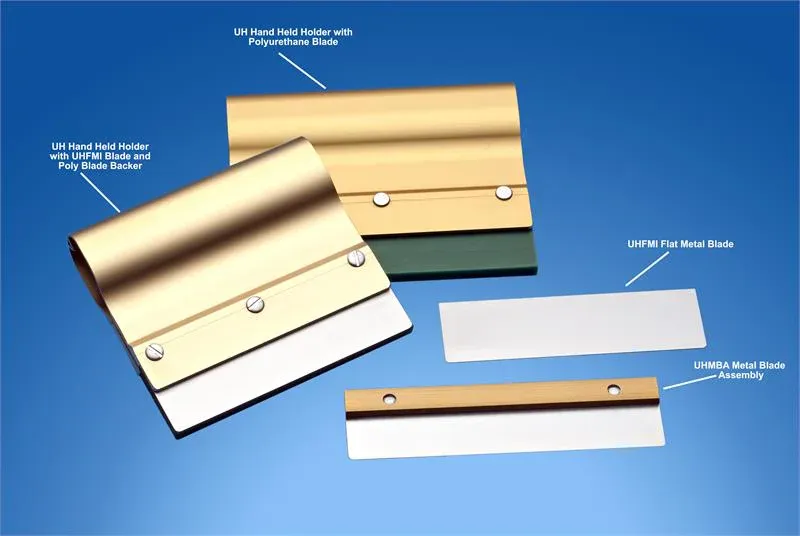
When comparing metal vs polyurethane squeegee options, material properties dictate their suitability for specific printing scenarios. Metal squeegees, often made from stainless or spring steel, offer exceptional durability and precision, making them ideal for high-volume runs and fine-pitch components. Their rigid structure ensures consistent blade angle and pressure distribution, resulting in uniform paste deposits with minimal variation. However, metal blades can accelerate stencil wear, particularly on thinner foils or laser-cut apertures, leading to premature damage. They excel in environments with thicker stencils or stepped designs where flexibility is less critical.
Polyurethane squeegees provide flexibility and compliance, reducing the risk of stencil scratching and extending foil lifespan. These blades, available in various durometers, adapt to surface irregularities and promote better paste release from apertures. They are preferred for prototype runs, low-volume production, or delicate stencils with ultra-fine features. While polyurethane may wear faster under extreme pressures, its softer edge prevents defects like tunneling in paste bricks. Selection depends on balancing precision needs against equipment protection. In practice, hybrid approaches combine metal leading edges with polyurethane trailing for optimized performance.
Optimizing Squeegee Pressure in Stencil Printers
Squeegee pressure in stencil printers must be calibrated to achieve a clean topside wipe without forcing paste under the stencil edges. Excessive pressure compacts the paste brick, altering its rheology and causing inconsistent deposits or bridging. Insufficient pressure leaves residue on the stencil, leading to smearing on subsequent prints. Start with minimal force sufficient for full aperture fill, then fine-tune based on visual inspection and SPI data. Pressure interacts with print speed and paste viscosity, requiring process windows defined through DOE. Consistent pressure control enhances transfer efficiency across panel variations.
Modern printers feature automated pressure regulation, but manual verification remains essential. Blade length should exceed the print area by a margin to distribute force evenly. Monitor for signs of over-pressure, such as stencil deflection or blade embedding. As outlined in IPC-7527, proper pressure settings support solder paste printing requirements for reliable assembly. Troubleshooting pressure issues often reveals interactions with angle or speed. Regular calibration prevents yield losses from suboptimal settings.
Mastering Squeegee Angle Adjustment for Precise Paste Deposition
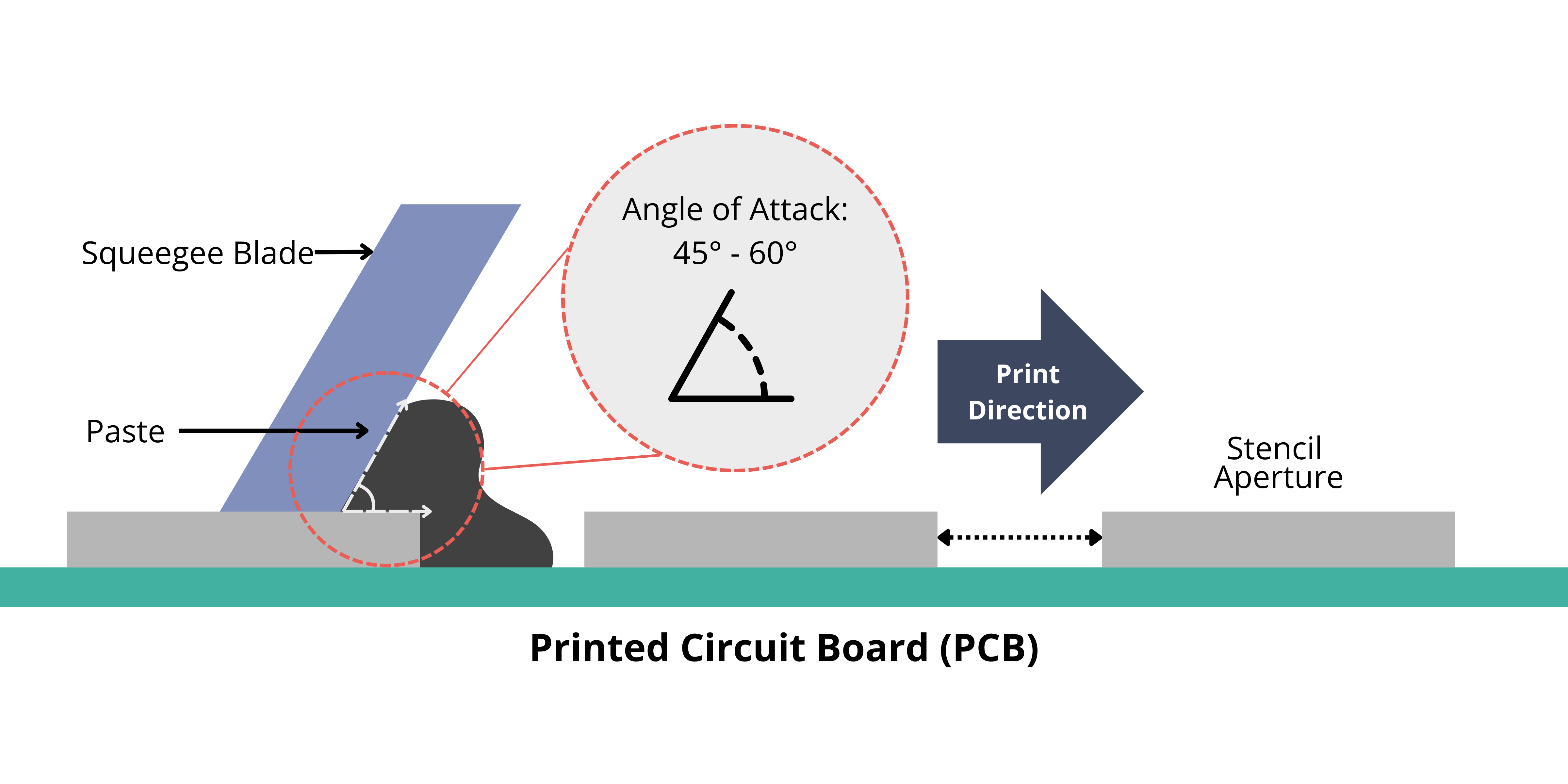
Squeegee angle adjustment influences paste rolling, shear force, and release dynamics during printing. The attack angle, typically set between common industry ranges, determines how paste fills apertures versus wiping the stencil. Steeper angles increase shear for cleaner wipes but risk scooping paste from prior deposits. Shallower angles promote better rolling action, aiding fine-pitch fills but potentially causing excess volume. Adjust the angle to match stencil thickness and feature density, observing deposit height via post-print metrology. Dynamic angle changes under load highlight the need for rigid blade holders.
Precise squeegee angle adjustment optimizes volume transfer ratios for diverse pad geometries. For example, fine-pitch BGAs benefit from moderate angles to avoid bridging, while larger QFPs tolerate variations. Printer software often presets angles, but empirical testing refines them for specific pastes. Angle deviations amplify with blade wear, necessitating frequent checks. Integrating angle with pressure forms a robust process control strategy. This parameter directly ties to overall print quality metrics.
Best Practices for Squeegee Selection and Setup
Begin squeegee selection by assessing production demands: opt for metal blades in high-throughput lines with robust stencils, reserving polyurethane for precision or prototype work. Inspect blades for edge sharpness and profile integrity before installation, replacing any with nicks or rounding. Align the blade parallel to the stencil plane, ensuring even contact across the full length. Conduct trial prints at nominal speed and pressure, iterating on squeegee pressure stencil printer settings for target volume. Document process windows, including tolerances for angle and force variations.
Incorporate cleaning cycles to prevent paste buildup, which alters effective pressure and angle. Use edge guards to contain paste during strokes, minimizing waste and contamination. For dual squeegee systems, match blade types to maintain bidirectional consistency. Follow J-STD-001 requirements for solder joint formation by ensuring print process stability. Train operators on troubleshooting, such as adjusting for paste temperature fluctuations. These practices yield consistent transfer rates exceeding 99% first-pass.
Troubleshooting Common Squeegee-Related Print Defects
Insufficient paste volume often stems from low squeegee pressure or incorrect angle, resulting in voids post-reflow. Increase pressure incrementally while monitoring for bridging, or steepen the angle slightly for better shear. Bridging indicates excess pressure or shallow angles pushing paste between pads; reduce force and verify stencil cleanliness. Smearing arises from residue or worn blades, addressed by polyurethane switches or edge honing. Stencil damage signals metal squeegee incompatibility, prompting material changes.
Profile irregular deposits using SPI to correlate with parameters. Worn squeegees cause height variations; inspect durometer and replace proactively. Environmental factors like humidity affect paste behavior, indirectly impacting settings. Systematic DOE isolates variables like squeegee angle adjustment effects. Resolving these enhances process capability indices.
Conclusion
Choosing the right stencil printer squeegee blade hinges on understanding metal vs polyurethane trade-offs, precise pressure control, and angle optimization. These elements ensure optimal solder paste transfer, minimizing defects and boosting assembly yields. Practical implementation involves empirical tuning aligned with standards like IPC-7525 and IPC-7527. Regular maintenance and troubleshooting sustain performance over production runs. Engineers equipped with these insights achieve reliable SMT processes. Prioritize process data to refine setups continually.
FAQs
Q1: What are the main differences in metal vs polyurethane squeegee performance for stencil printing?
A1: Metal squeegees deliver high precision and durability for high-volume, fine-pitch applications but risk stencil damage. Polyurethane options offer flexibility, better compliance, and longer stencil life, ideal for prototypes or delicate foils. Choose based on run length and feature size to balance wear and consistency. Proper edge maintenance extends both types' usability in PCB assembly.
Q2: How do you determine optimal squeegee pressure stencil printer settings?
A2: Start with minimal pressure for clean stencil wipes, adjusting via trial prints and SPI feedback. Factors like paste viscosity and speed interact with pressure to control deposit volume. Avoid excess to prevent bridging or underfill. Document settings for repeatability, ensuring compliance with printing guidelines.
Q3: Why is squeegee angle adjustment critical in stencil printing?
A3: Angle affects paste shear, rolling, and release, influencing deposit shape and height. Common adjustments optimize fine-pitch fills without scooping. Steeper angles aid wiping, shallower promote volume. Test empirically to match stencil and component needs for defect-free transfers.
Q4: When should you switch from polyurethane to metal squeegees?
A4: Switch to metal for high-throughput production needing rigid precision and consistent angles. Polyurethane suits low-volume or thin-stencil scenarios to minimize wear. Evaluate based on defect trends and stencil condition for best paste transfer.
References
IPC-7525C — Stencil Design Guidelines. IPC, 2021
IPC-7527 — Requirements for Solder Paste Printing. IPC
IPC/J-STD-001H — Requirements for Soldered Electrical and Electronic Assemblies. IPC, 2018





