ALLPCB
ALLPCB


Abstract
"5G and Industrial Internet" is an important route for equipment manufacturers to achieve digital transformation. This study first designs a digital framework for steel pipe production, then discusses networking approaches, key process upgrades, and technology integration for applying 5G and the Industrial Internet in steel pipe workshops. Finally, it examines unique identification across the steel pipe lifecycle and the use of digital twin technology to build virtual production and logistics systems, including scenarios for plate and finished-product logistics, pipe processing and forming, quality inspection, and interactive operations. Results show that 5G combined with the Industrial Internet meets the needs of digital transformation and intelligent upgrades in steel pipe production, and provides a reference for constructing virtual production lines in manufacturing.
Introduction
Straight-seam submerged-arc welded pipes are commonly used for liquid and gas transport due to low defect rates, good shape, and dimensional accuracy, and they are widely applied in construction, petrochemicals, and machinery manufacturing. Their production lines are highly automated with low manufacturing costs, making them suitable pilot targets for fully connected 5G factories. To achieve intelligent manufacturing and virtual factories, key breakthroughs include 5G-enabled networking and equipment upgrades for steel pipe production lines, unique and accurate identification for production logistics and the commercial lifecycle, and the construction of interactive virtual production lines.
This paper presents a framework for applying 5G and the Industrial Internet to straight-seam steel pipe production to achieve virtual production and logistics. First, it proposes 5G networking and 5G upgrades for critical equipment in continuous process and finished-product logistics. Second, it studies unique identification across the steel pipe lifecycle and integration of key virtual production and logistics technologies. Typical scenarios are demonstrated, including yard raw material/finished-product management, a virtual steel pipe production line management system, and a collaborative defect review system for finished pipes. The paper concludes with a discussion of prospects for digital twin steel pipe production lines within fully connected 5G factories and digital transformation.
1 Analysis of Virtual Steel Pipe Production Technology with 5G and Industrial Internet
1.1 Current Logistics and Digital Transformation Goals
Production of straight-seam steel pipe starts with moving steel plates from the yard, followed by processing and inspection steps such as initial welding, internal and external welding, expansion, flaw detection, and hydrostatic testing, yielding qualified finished pipes that are returned to the yard. The workshop uses a production management system for scheduling and a Manufacturing Execution System (MES) for process control. Welding stations may use spot-welding robots; marking stations may use spraying robots; automated measuring equipment includes ultrasonic flaw detectors, pipe-end measurement, and weighing devices; there are sample lab tests before and after expansion; plate edge probing and milling, O-shaped pre-bending and forming, and hydrostatic testing all use programmable logic controllers (PLC) and other industrial control equipment.
As an example in China, automation and informatization have steadily increased, but some manual operations remain: nearly every process (about 30) still has one or two operators for operation and maintenance. Digital transformation and intelligent manufacturing targets aim to further raise automation and intelligence. For example, maintaining unique and accurate identification from plate retrieval to finished pipe storage supports traceable quality across the steel pipe lifecycle, including production logistics and field use, and enables seamless rapid assembly and connection.
Current intelligent manufacturing practices have applied long-range RFID tags to automatically read pipe numbers with overall good results. Studies show that QR code readability and recognition efficiency degrade under abrasion, scratches, and corrosion. Research on QR code-based lifecycle management and tracking has been conducted, and QR codes have been combined with intelligent devices to support production process applications. Building Information Modeling (BIM) and digital twin approaches have been used to visualize and transmit process information to frontline construction. Research has also addressed pipeline digital handover, intelligent operation, lifecycle management, and safety assessment through a fusion of digital twin and augmented reality. Digital twin-based detection methods can enable fault warning and diagnosis for mechanical systems.
Based on power supply, RFID tagging divides into passive RFID, active RFID, and semi-active RFID. Passive RFID tags may be applied by spraying QR codes on pipes; active tags use high-frequency anti-metal electronic tags with magnetic housings and require resistance to strong acids, bases, and high temperatures. Both tag types can be automatically recognized by fixed scanners or handheld readers. However, problems can occur: edge milling, grinding, and washing can damage or obscure QR codes; stamping or expansion can deform or remove codes; pipe-end cutting can damage codes; washing and oil contamination can obscure codes; hydrostatic testing introduces steam that obstructs recognition; cold-process coatings require nonflammable spray materials; anti-corrosion and coating processes can invalidate QR codes; finished pipes stored outdoors rust easily. Uneven industrial wireless signal strength in workshops, material stacking, and overhead crane operation further reduce MES terminal information sharing. Therefore, unique identification of pipes is critical for digital transformation; digital twin, interactive virtual-real operations, visual quality inspection, and traceable quality control are other important goals.
1.2 System Framework Design for 5G and Industrial Internet in Steel Pipe Production
With 5G evolution and enterprise digital transformation, applying 5G and the Industrial Internet to build virtual steel pipe production spans line, workshop, and factory areas. Based on industrial internet networking, platforms, and security, infrastructure forms a cloud-edge-device architecture.
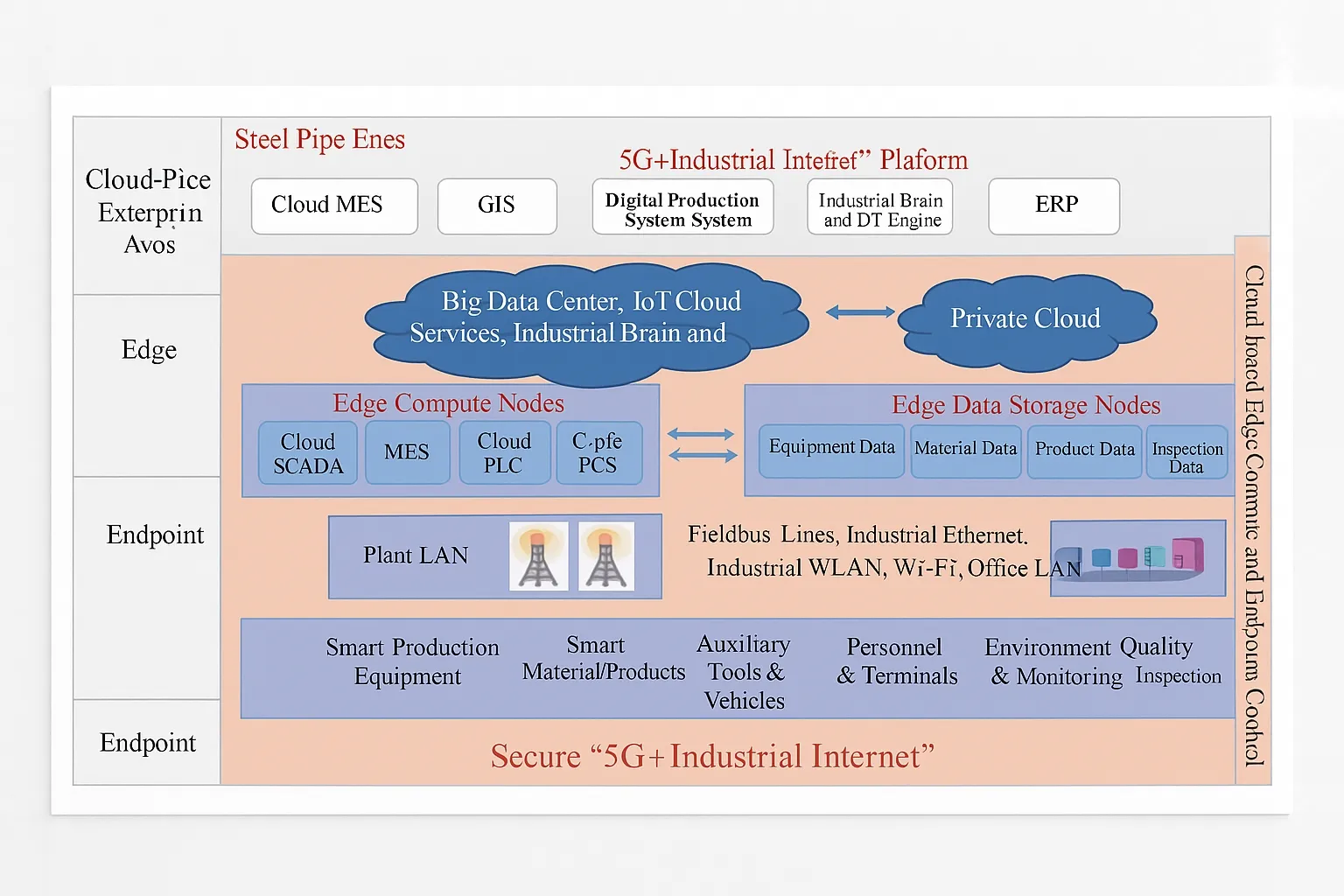
Figure 1. Framework view of steel pipe production process with 5G and Industrial Internet
5G-based virtual private networking will leverage 5G access to both information technology (IT) and operational technology (OT) networks, accelerating IT-OT convergence and supporting interoperability among industrial fieldbuses, industrial ethernet, and industrial wireless networks.
Front-end devices include personnel terminals, production equipment, materials and semi-finished products, resources and energy, environmental monitoring, and quality and measurement systems. 5G integration options with factory networks and equipment include 5G industrial gateways, 5G customer-premises equipment, and built-in 5G communication modules. These approaches can modernize wired networks, fieldbus, industrial ethernet, and industrial wireless connectivity. Multi-access edge computing (MEC) supports calling 5G network location services and traffic steering and hosts MES, SCADA, and machine vision deployments.
Edge computing nodes are deployed at line, workshop, and factory levels to support real-time operations, application intelligence, security, and privacy. Line-level edge controllers improve data collection, transmission, and controllability of intelligent applications; workshop-level edge gateways handle industrial protocol conversion and data preprocessing to improve industrial data quality.
Typical line equipment and their control software and management systems adopt cloud deployments, including field devices, control systems, industrial software, and Enterprise Resource Planning (ERP) systems. Cloud deployment connects people, things, data, and applications on an open, secure industrial cloud platform for centralized resource orchestration. Cloud resources must balance convenient sharing with high reliability and security. Robots, PLCs, SCADA, MES, machine vision inspection platforms, and enterprise asset management systems can be securely migrated to the cloud to enable lightweight local equipment through remote invocation, shared resources, and high computing power; edge computing and artificial intelligence provide proximate intelligent services at the production side.
1.3 Key Technologies for Digital Transformation with 5G and the Industrial Internet
1.3.1 Unique Identification and Recognition in Production
Figure 2 is a schematic of production and processing at a straight-seam steel pipe plant in China. The processes highlighted in red include initial and supplementary QR code spraying. During plate feeding and processing, fixed scanners or industrial cameras capture QR codes and send identified plate IDs to the MES. In pre-weld operations, spray robots apply QR codes containing plate numbers, a unique pipe identifier (128-bit encoding), spray robot ID, processing time, workstation ID, and other production data. Fixed scanners automatically identify pipes at internal welding, external welding, first radiographic inspection, mechanical expansion, post-expansion ovality measurement, hydrostatic testing, second ultrasonic inspection, second radiographic end-shot, pipe-end measurement, weighing and length measurement, pipe marking, and entry to the yard. Handheld scanners are used in first ultrasonic inspection, touch-up welding, flame-facing end cutting, beveling, and second manual inspection.
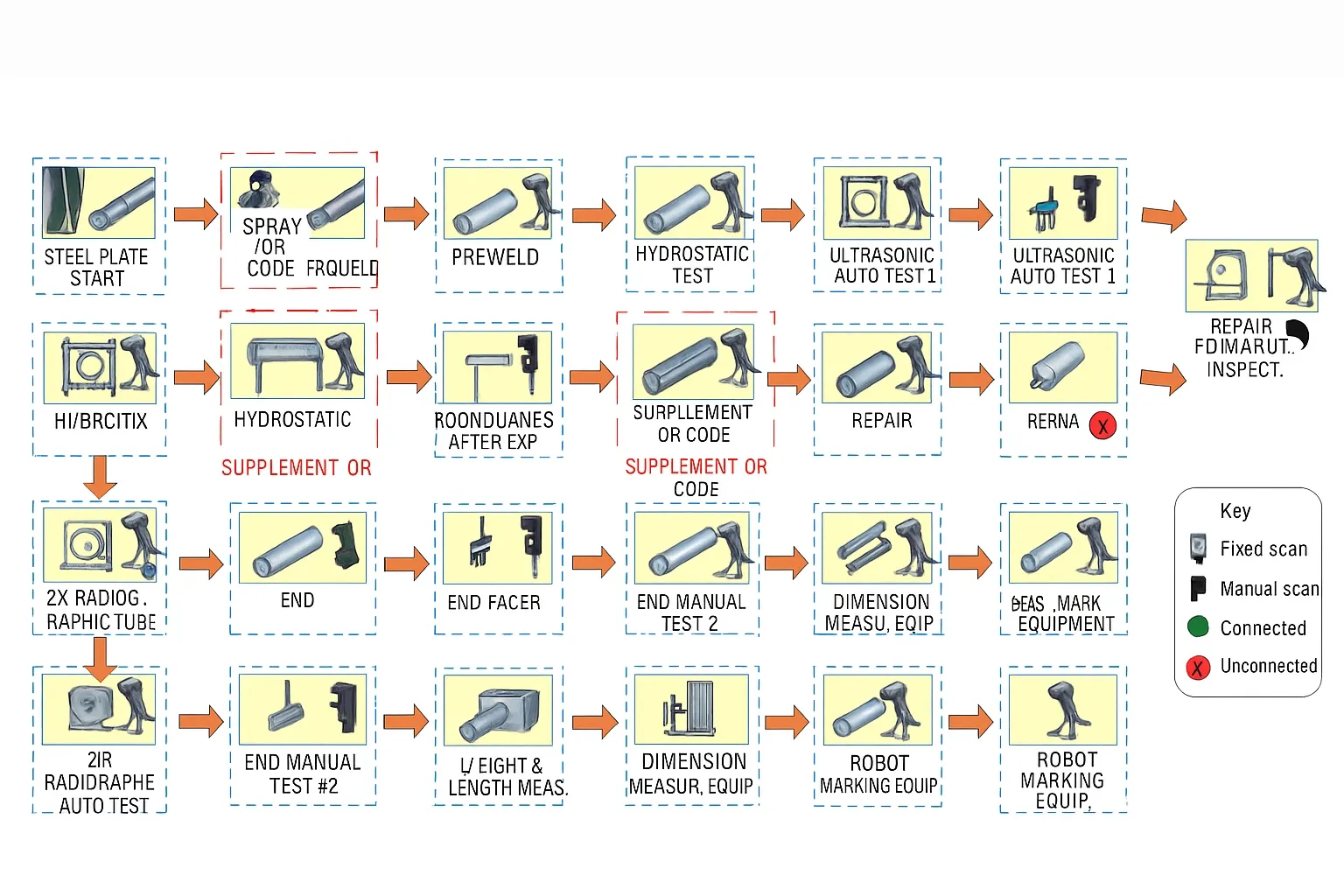
Figure 2. Production and processing schematic at a straight-seam steel pipe plant in China
Mechanical expansion and hydrostatic testing can easily damage or remove QR codes, requiring re-spraying. Hydrostatic testing generates steam and oil contamination, so high-definition industrial cameras capturing continuous images plus computer vision are used to detect QR codes. Fire-sensitive processes use high-temperature-resistant active anti-metal tags in magnetic housings with high-frequency readers. All recognition and spraying devices are cloud-deployed and managed by a cloud MES.
If a pipe is found nonconforming during flaw detection, radiographic inspection, or hydrostatic testing, overhead cranes transport it to other workstations for repair or assessment. Cranes equipped with 5G gateways can synchronize pipe ID, scanner ID, and process ID with MES via the industrial cloud platform. The crane follows instructions to position over the pipe and its onboard scanner reads the pipe ID and sends it to the workshop edge server to match the defect pipe record, ensuring correct crane positioning. After repair and return to the processing queue, the crane sends the identified pipe ID to the workshop MES, which reschedules processing and dispatches the repaired pipe back to inspection for matching and verification. Multiple sensor technologies and cross-process unified identification maintain unique pipe numbering during production, providing data for quality tracking and prediction.
1.3.2 5G Network Integration and Equipment Upgrades
Given the need to upload important production information to higher-level units, 5G network slicing can be used to provision factory-specific networks and edge cloud services while ensuring security. To achieve unified identification for production logistics, low-latency, real-time, stable, high-concurrency, and security-optimized industrial MEC should be deployed at the workshop level. The following sections summarize simplified 5G network integration, equipment 5G upgrades, and two typical 5G upgrade scenarios.
Simplified 5G converged networking uses 5G high bandwidth to connect IT networks and 5G low latency, high reliability to connect OT networks, forming a star-like converged network to underpin virtual production lines. 5G serves as the convergence medium, overcoming low transmission efficiency of traditional hierarchical ISA-95 and multi-level wired OT architectures. Existing field devices can connect to 5G by adding remote I/O modules and 5G mobile terminals, with a master PLC interacting with MES or being 5G-upgraded. To reduce PLC hardware and communication layers, field devices should connect directly to the master PLC via 5G for real-time data acquisition. 5G MEC can host SCADA and data analysis applications, simplifying deployment and optimizing data paths. Deploying 5G terminals at the device layer meets OT real-time control requirements. Under a unified 5G network, each device group can support both real-time and non-real-time traffic.
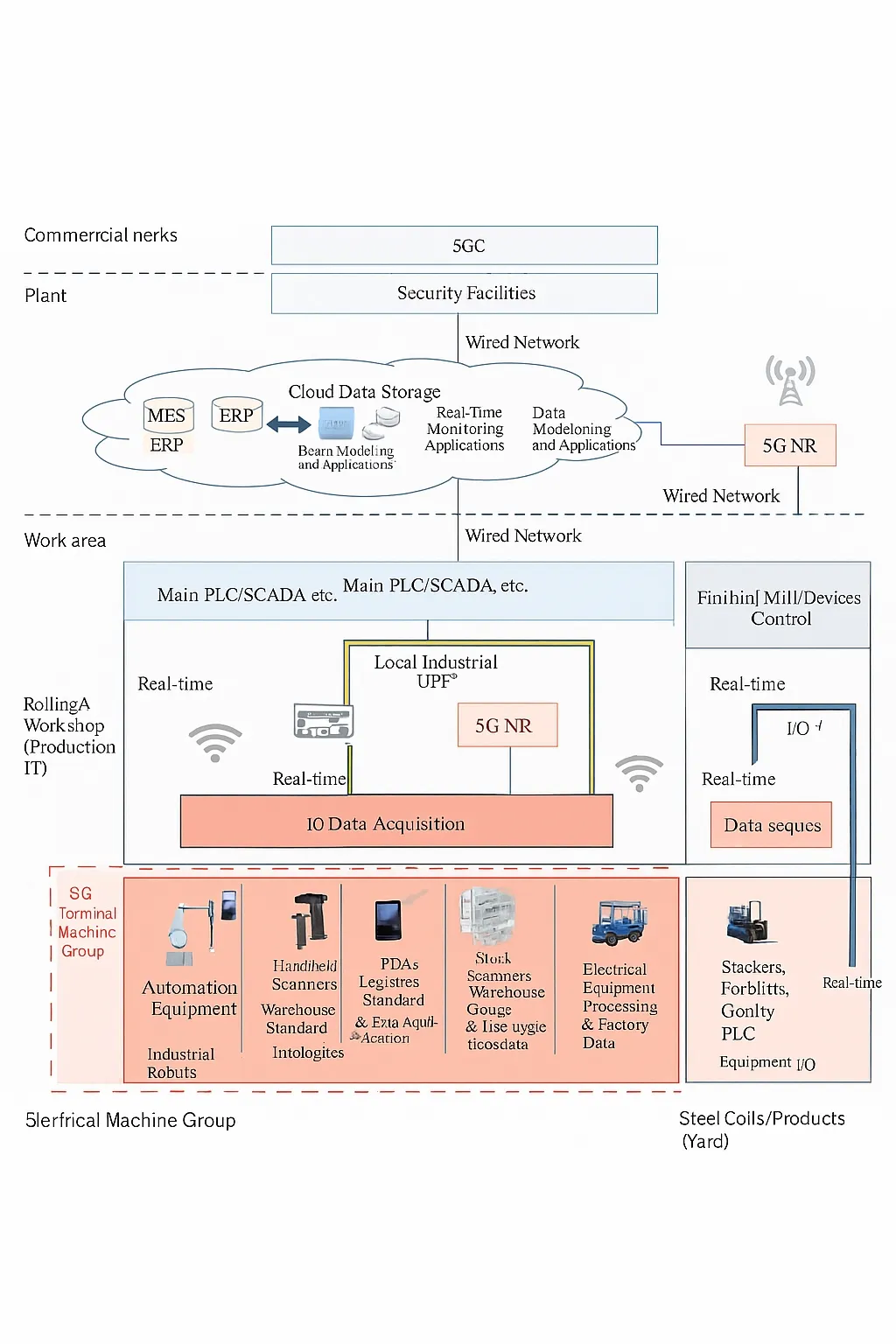
Figure 3. Schematic of 5G-upgraded production and logistics at a straight-seam steel pipe plant
Factory-area 5G upgrades combine wired and wireless networking. Fixed devices such as CNC machines, compressors, motors, precision testers, centrifugal pumps, spraying equipment, and fixed QR scanners can use wired connections or be retrofitted with 5G gateways as needed; mobile devices like forklifts, overhead cranes, robots, industrial cameras, dust collectors, and handheld scanners should prioritize 5G. Production workflows generate varied communication needs: video, audio, high-resolution images, large volumes of text, and time-sensitive control commands. For example, welding processes produce low-speed, high-volume current and voltage data; hydrostatic testing and X-ray inspection produce high-bandwidth visual images and monitoring video. Once terminals, devices, materials, and finished products are 5G-connected, data can be collected via manual input, system import, automatic sensing, device readout, video capture, and system generation to support R&D, production, operations, management, and external data needs.
Two typical 5G upgrade scenarios are multi-station shared Human Machine Interface (HMI) and cloud PLC.
Multi-station shared HMI: Pre-weld, internal weld, external weld, and touch-up welding occupy different safety zones and can be affected by operator sightlines and material stacks on wireless signals. Traditionally, each zone installs an HMI for safety operations. 5G URLLC enables reliable safety signal transmission, allowing one HMI to serve multiple stations and reducing HMI count by an estimated 75%. Consolidating nearby welding HMIs into a single HMI expands reliable coverage and reduces cost.
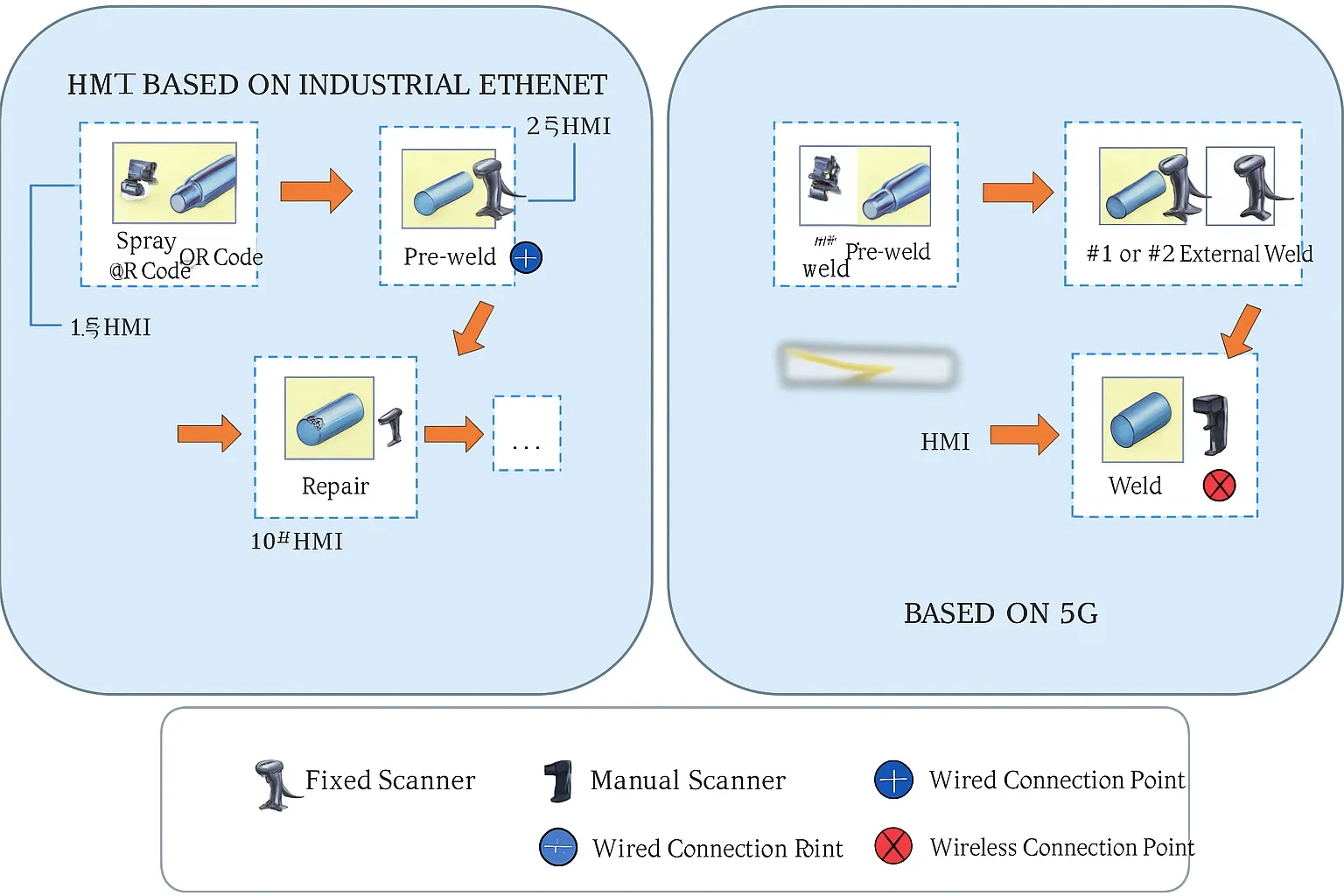
Figure 4. HMI application scenarios before and after 5G URLLC upgrade
Cloud PLC: Robots, hydrostatic testing, marking, laser coding, pipe-end measurement, finished-product weighing, and yard stacking all benefit from cloud PLC. In traditional setups, these devices require wired connections to PLCs, creating complex cabling and multi-level network architectures to collect parameters such as pressure, welding current, and material chemical composition. Cloud PLC uses 5G communication gateways to convert Modbus, Ethernet, and other PLC protocols to 5G network protocols, enabling high-speed channels between cloud and welding robots, laser robots, and inspection devices. This supports real-time data acquisition, protocol conversion, edge processing, and remote control.
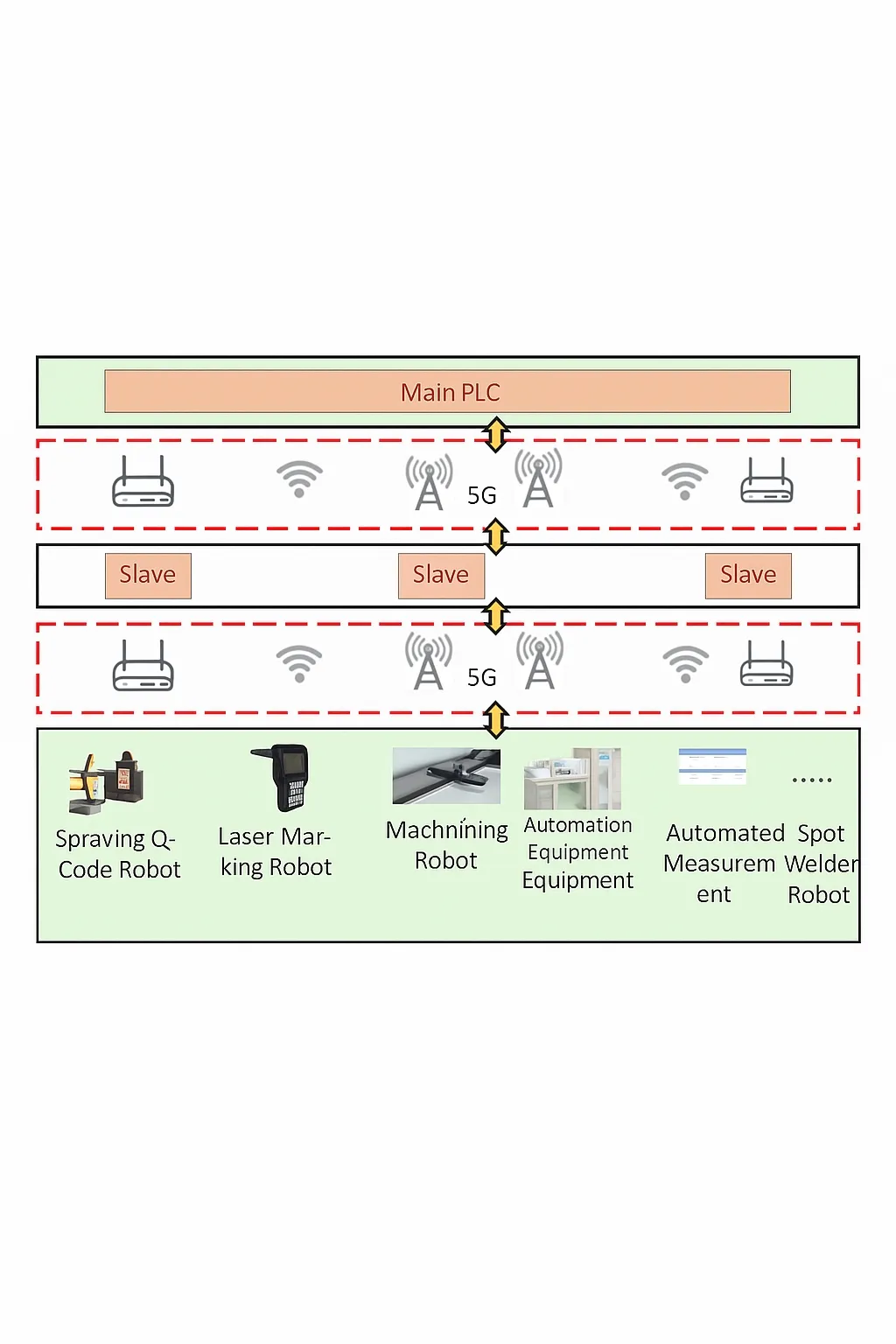
Figure 5. Cloud PLC schematic
The 5G and Industrial Internet architecture tends toward flattening. Using 5G URLLC low-latency features provides flexible wireless links among lines and devices, lowering packet loss compared with traditional networks and enabling a transition from wired to wireless and from local to cloud data acquisition.
1.3.3 Digital Twin Technology for Steel Pipe Production
Digital twin technology digitally represents physical objects, offering holographic mapping, virtual space, and interactive operation. Three-dimensional models simulate line equipment and workshop behavior in the real environment to virtually simulate design, process, manufacturing, logistics, and the factory, achieving real-time mapping of the line state and integrating production, quality, logistics, and equipment alarms into intelligent visual monitoring.
Building a virtual steel pipe line requires pipe design and process models, Geographic Information System (GIS)-based workshop models, three-dimensional equipment models, and a digital twin foundation formed from their fusion. Typical steps include:
1) Create 3D models for typical stations involved in production, yard in-out and storage management, such as welding, hydrostatic testing, and yard partitioning, detailing physical composition, functions, features, and area environment. Separate movable parts and configure interfaces according to digital twin standards to achieve one-to-one mapping between real and virtual lines.
2) Synchronize data: using the cloud PLC 5G upgrade approach to drive real devices, read production data, and feed the virtual line. Design data flows and operation workflows for typical stations. Device-acquired data drive corresponding models in the virtual environment to perform identical actions, achieving real-to-virtual real-time linkage and enabling real-time line monitoring.
3) Fuse data from MES terminals at each station to enable device fault warning. Use OPC UA at the application layer over 5G to enable MES interaction with cloud PLCs. Cloud PLCs often deploy alongside SCADA and synchronize information. Virtual lines present SCADA fault displays so alarms appear on the MES terminal, virtual SCADA, and plant-level MES, demonstrating consistency between virtual and physical lines to realize a digital twin.
4) Factory-level MES issues tasks that the virtual line receives; virtual station simulation terminals can remotely start station tasks. Communication executes via cloud PLC and station PLCs. Tasks also display on station MES terminals; the virtual line reads data and updates processing status and equipment state. Tasks and state changes synchronize between virtual and real lines, allowing the virtual line to control station actions while reflecting the real line state.
2 Application Results for Virtual Steel Pipe Production with 5G and Industrial Internet
Applying 5G and the Industrial Internet together with digital twin in steel pipe production and logistics accelerates intelligent production and management. Tests used medium-caliber pipe integration technologies to evaluate effects.
2.1 Yard Raw Material and Finished-Product Management System
This system visualizes raw material inbound/outbound and finished-product dispatch. Yard managers can monitor steel plate and pipe quantity changes from the office. The system provides usage and shipping statistics by area and time period. Plate feeding time was reduced by 30%, pipe shipping time shortened by nearly 50%, and yard utilization increased significantly. Production planning optimization through forecasting improved production efficiency by about 10% on average.
2.2 Virtual Steel Pipe Production Line Management System
The virtual line simulates plate stamping and forming, including auxiliary equipment, crane models, and transport rules. Importing process drawings and data reconstructs the real workshop. The physical workshop and virtual line jointly accumulate production data, achieving efficient centralized production control. Centralized line control indices improved and staffing optimization reached about 25%.
2.3 Collaborative Defect Review System for Finished Pipes
Visualized review combines dimensional and defect detection results so workshop leaders can easily view multiple quality statistics from the line. The rate of quality downgrades due to rework has been reduced by 50%.
Conclusion
This paper proposed a top-level design for steel pipe production lines based on 5G, the Industrial Internet, and digital twin. It designed a unified identification scheme for the full lifecycle of straight-seam submerged-arc welded pipes, described 5G-based retrofits for workshops and yard logistics, and performed comprehensive data collection. Using digital twin technology, virtual production lines and logistics yards were designed. Practical scenarios—yard raw material/finished-product management, virtual production line management, and collaborative defect review—demonstrated the application value of integrated virtual production line technologies. The integrated 5G and Industrial Internet virtual production scenarios offer a reference for intelligent upgrades in equipment manufacturing.