ALLPCB
ALLPCB


Introduction
In surface mount technology assembly lines, precise solder paste application forms the foundation for reliable electronic connections. Stencil cleaning equipment plays a critical role by maintaining stencil apertures free from residue buildup, which directly impacts paste volume transfer and print quality. Without effective cleaning, issues like solder bridging, insufficient paste deposits, or tombstoning can compromise yield rates and increase rework costs. Engineers focused on PCB assembly must prioritize stencil cleaning equipment to align with high-volume production demands. This article explores the mechanisms, best practices, and troubleshooting strategies for solder paste stencil cleaning, under-stencil cleaning, and automated stencil cleaning systems. By understanding these elements, teams can optimize their SMT processes for consistent performance.
Stencil cleaning has evolved from manual methods to sophisticated automated solutions that integrate seamlessly with screen printers. These systems address the challenges posed by modern fine-pitch components, where apertures as small as 0.3 mm require impeccable cleanliness. Residue from solder paste, including flux and metal particles, adheres to stencil walls during repeated printing cycles, altering release properties. Automated stencil cleaning equipment mitigates this by employing targeted cleaning cycles that restore stencil integrity without downtime. For electric engineers, selecting the right equipment involves balancing cleaning efficacy, cycle time, and compatibility with various paste formulations.

What Is Stencil Cleaning Equipment and Why It Matters
Stencil cleaning equipment refers to specialized machinery designed to remove solder paste residues from stencils used in SMT printing. These systems range from basic under-stencil cleaning modules attached to printers to standalone automated stencil cleaning units capable of handling both sides of the stencil. Under-stencil cleaning focuses on the bottom surface in contact with the PCB, while full cleaning addresses top and bottom apertures. The primary goal is to ensure uniform solder paste deposition, which is vital for forming reliable solder joints in downstream reflow processes. In high-mix production environments, inconsistent cleaning leads to defects that cascade through assembly, affecting first-pass yield.
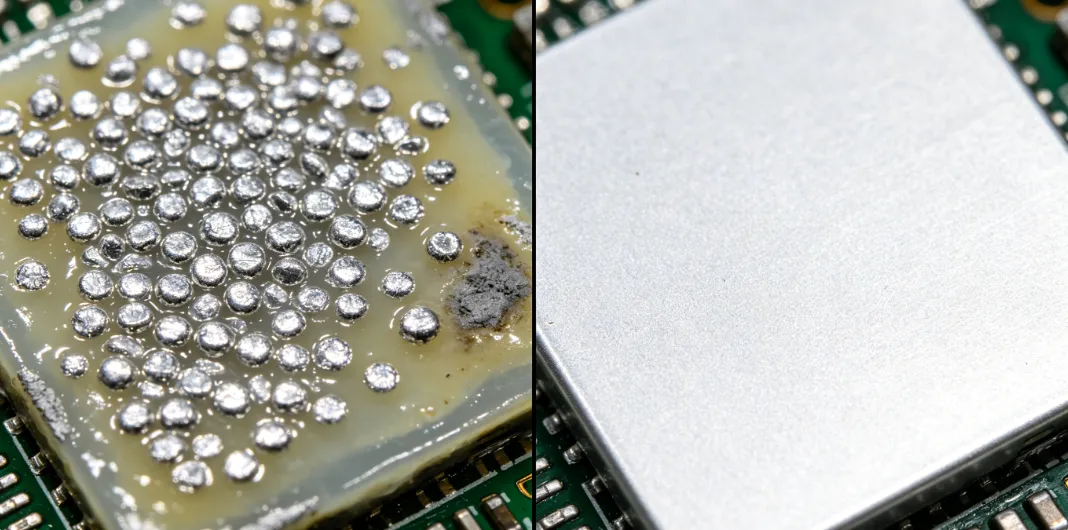
The importance of stencil cleaning equipment stems from its direct influence on print quality metrics, such as paste height, area ratio, and volume accuracy. Poorly cleaned stencils result in aperture clogging, where paste dries and hardens, reducing transfer efficiency by up to significant margins in repeated cycles. This not only increases scrap rates but also demands frequent stencil replacements, escalating operational costs. Compliance with standards like IPC-7525 for stencil design underscores the need for regular cleaning protocols to maintain aperture integrity. Electric engineers benefit from equipment that minimizes operator intervention, reducing human error in cleaning frequency and technique.
Automated stencil cleaning systems matter because they enable continuous operation in 24/7 factories, where manual cleaning would introduce unacceptable delays. Data from production logs often shows that optimized cleaning correlates with lower defect rates in fine-pitch assemblies. For instance, under-stencil cleaning prevents smearing during print release, preserving pad definition on the PCB. Investing in robust stencil cleaning equipment translates to higher throughput and fewer escapes to inspection stages. Ultimately, it safeguards the entire assembly process against variability introduced by paste rheology changes over time.
Related Reading: SMT Stencil Care: Cleaning, Maintenance, and Best Practices for Optimal Printing
Technical Principles of Stencil Cleaning
Stencil cleaning operates on principles of mechanical agitation, chemical dissolution, and residue evacuation to restore aperture cleanliness. Most systems use a combination of spray nozzles delivering cleaning solutions, followed by vacuum suction or air knives to remove debris. Water-based cleaners rely on surfactants to emulsify flux residues, while solvent-based options dissolve metal particles more aggressively. The cleaning cycle typically involves a pre-wipe, spray dwell, rinse, and dry phase, with pressures calibrated between 2 to 5 bar to avoid stencil damage. Under-stencil cleaning mechanisms employ roller wipers or spray bars positioned beneath the stencil during printing pauses, ensuring real-time maintenance.
Material compatibility governs the choice of cleaning media, as aggressive solvents can degrade nano-coated stencils designed for better paste release. Automated stencil cleaning equipment often incorporates programmable logic controllers to adjust parameters like spray volume, dwell time, and wipe pressure based on paste type. For example, high-residue lead-free pastes necessitate longer cycles with enhanced vacuum to extract viscous remnants from aperture sidewalls. Sensors monitor residue levels via optical or ultrasonic methods, triggering cleans when thresholds are exceeded. This feedback loop maintains consistent performance across thousands of prints.
The physics of solder paste stencil cleaning involves shear forces to dislodge adhered particles and capillary action reversal in apertures. During printing, paste experiences high shear rates, leaving thin films that solidify if not addressed. Effective systems generate turbulent flow in sprays to penetrate deep into apertures, with aspect ratios up to 1.5:1 challenging complete cleaning. Post-clean drying uses heated air or infrared to evaporate moisture, preventing oxidation or hydrolysis on stencil surfaces. Engineers must consider stencil thickness, typically 100 to 150 microns, as thicker stencils retain more residue and demand higher cleaning energies.
Evacuation efficiency is paramount, as incomplete removal leads to re-deposition in subsequent prints. Vacuum systems achieve negative pressures around -0.5 bar, pulling residues into filters for easy disposal. Advanced automated stencil cleaning integrates rotation or oscillation of the stencil to expose all areas uniformly. Compliance with J-STD-001 requirements for solder joint quality indirectly mandates clean stencils, as contaminated paste volumes cause voids or head-in-pillow defects. These principles ensure that stencil cleaning equipment supports the precision needed for 01005 components and beyond.
Related Reading: The Ultimate Guide to Stencil Cleaning: Ensuring Consistent Solder Paste Deposition
Best Practices for Implementing Stencil Cleaning Equipment
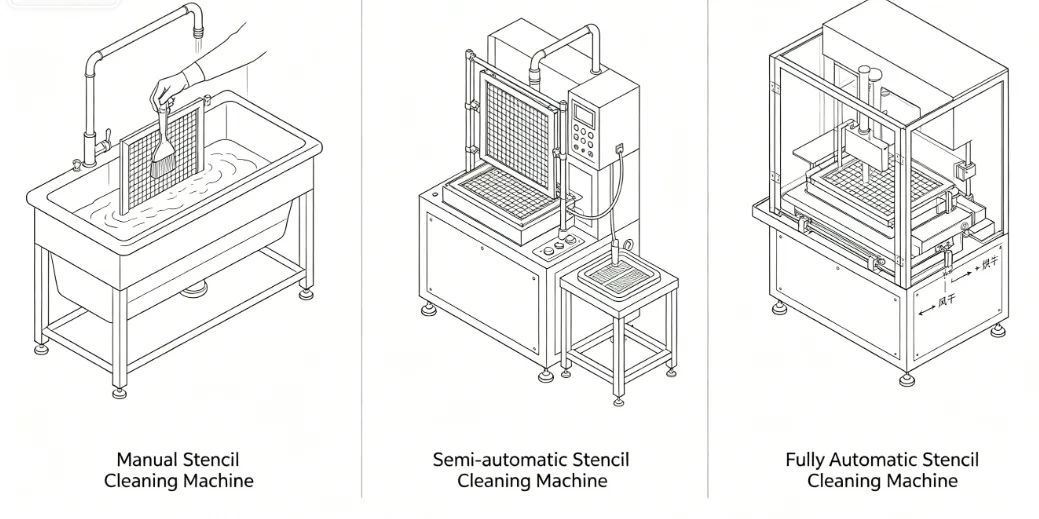
Selecting stencil cleaning equipment starts with assessing production volume and paste chemistry. High-volume lines favor fully automated systems with quick-change nozzles and minimal cycle times under 30 seconds. Integrate under-stencil cleaning directly into the printer for inline operation, triggering after every 10 to 50 prints based on empirical trials. Use filtered, deionized water for rinses to prevent mineral deposits, and validate cleaning efficacy with post-print inspections like solder paste inspection systems. Regular maintenance of wiper rolls and spray manifolds prevents cross-contamination between cleaning cycles.
Optimize parameters through design of experiments, varying dwell times and pressures while monitoring print quality. For solder paste stencil cleaning, match the cleaner's pH to the paste's flux activator to enhance dissolution. Avoid over-cleaning, which strips beneficial nano-coatings, by setting sensor-based limits. Train operators on filter replacement schedules and solution replenishment to sustain performance. Document cleaning logs to correlate with defect trends, enabling predictive adjustments.
In multi-stencil setups, standardize protocols across lines to ensure consistency. Employ dry wipe stations for interim cleans between full cycles, reducing chemical usage. Automated stencil cleaning equipment should feature self-diagnostics for pump failures or nozzle clogs, minimizing unplanned downtime. Pair with stencil storage in climate-controlled environments to prevent paste hardening pre-clean. These practices align with IPC-A-610 acceptability criteria by promoting uniform paste deposits.
Troubleshooting Common Stencil Cleaning Issues
Persistent residue despite cleaning often signals incompatible media or insufficient dwell time. Inspect spray patterns for uneven coverage, adjusting manifold alignment or pressure regulators. If bridging occurs post-print, extend under-stencil wipe frequency and verify vacuum seal integrity. Worn wiper materials cause smearing; replace polyurethane rolls proactively every 500 hours. Monitor solution conductivity to detect contamination, diluting as needed.
Aperture blockages in high-aspect ratios may require ultrasonic agitation add-ons in automated systems. Excessive foaming in water-based cleaners points to over-surfactant dosing; recalibrate based on paste volume printed. Stencil warpage from thermal stress during drying demands lower air temperatures around 60 degrees Celsius. Log defect types like insufficient paste to isolate cleaning as the root cause via process capability analysis. Systematic troubleshooting restores high-quality solder paste application reliably.
Conclusion
Stencil cleaning equipment stands as a cornerstone for achieving precise solder paste application in SMT assembly. From under-stencil cleaning for real-time maintenance to fully automated systems for comprehensive residue removal, these tools ensure aperture fidelity and print consistency. Electric engineers can leverage technical principles like spray dynamics and vacuum evacuation to select and optimize equipment effectively. Best practices, including parameter tuning and routine maintenance, combined with troubleshooting strategies, minimize defects and boost yields. Prioritizing stencil cleaning aligns production with industry benchmarks, supporting reliable electronic assemblies. Implementing these insights equips teams for demanding fine-pitch challenges ahead.
FAQs
Q1: What factors influence the choice of stencil cleaning equipment for high-volume SMT lines?
A1: Automated stencil cleaning systems excel in high-volume environments due to their short cycle times and integration with printers. Key factors include compatibility with water or solvent media, sensor feedback for residue detection, and ease of maintenance. Under-stencil cleaning modules provide inline efficiency, reducing downtime. Select based on paste type and aperture sizes to ensure solder paste stencil cleaning meets production demands. This approach sustains print quality over extended runs.
Q2: How does under-stencil cleaning differ from full automated stencil cleaning?
A2: Under-stencil cleaning targets the bottom surface during print pauses using wipes or sprays, ideal for frequent, light maintenance. Full automated stencil cleaning processes both sides in a dedicated station, handling heavier residues with multi-stage rinses and drying. The former suits continuous printing, while the latter supports periodic deep cleans. Both enhance solder paste application accuracy, but combine them for optimal results in fine-pitch assembly.
Q3: What are signs that solder paste stencil cleaning is inadequate?
A3: Inadequate cleaning manifests as inconsistent paste volumes, bridging between pads, or smeared deposits on PCBs. Inspect for aperture buildup via profilometry or visual checks after cycles. Increased rework rates or reflow defects like voids indicate residue carryover. Adjust equipment parameters promptly to restore performance and prevent yield losses.
Q4: Why integrate automated stencil cleaning with SPI systems?
A4: Automated stencil cleaning pairs with solder paste inspection for closed-loop control, where SPI data triggers cleans based on volume deviations. This prevents defects proactively, optimizing cycle frequency. It ensures compliance with assembly standards and maximizes equipment uptime in production.
References
IPC-7525B — Stencil Design Guidelines. IPC, 2011
J-STD-001H — Requirements for Soldered Electrical and Electronic Assemblies. IPC, 2018
IPC-A-610H — Acceptability of Electronic Assemblies. IPC, 2019