ALLPCB
ALLPCB


Struggling with solder wicking in via-in-pad assembly during SMT assembly? This common issue can lead to weak solder joints or even open connections, but it’s preventable with the right techniques. In this comprehensive guide, we’ll walk you through practical solutions focusing on solder paste application, stencil design, reflow profile optimization, and understanding capillary action. By applying these strategies, you can ensure reliable connections and improve the quality of your PCB assembly process.
Whether you’re an engineer or a hobbyist working on surface-mount technology (SMT) projects, this blog will provide actionable tips to tackle solder wicking. Let’s dive into the details of via-in-pad design and assembly to help you achieve flawless results.
What is Solder Wicking in Via-in-Pad Assembly?
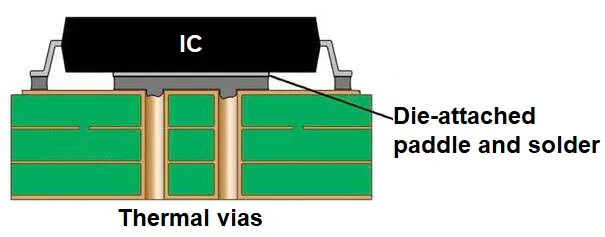
Solder wicking is a phenomenon where molten solder flows away from the intended pad during the reflow process, often into a via (a small hole connecting different layers of a PCB). In via-in-pad assembly, where vias are placed directly under component pads to save space or improve thermal and electrical performance, this issue becomes more pronounced. The solder is drawn into the via due to capillary action—a force that pulls liquid into narrow spaces—leaving insufficient solder on the pad for a strong joint.
This can result in weak connections, dry joints, or even complete failure of the component attachment. Understanding why solder wicking happens is the first step to preventing it. Factors like via size, pad design, solder paste volume, and reflow temperature all play a role. In the sections below, we’ll break down each aspect and provide targeted solutions.
Why Does Solder Wicking Happen? Understanding Capillary Action
Capillary action is the primary culprit behind solder wicking. It occurs when a liquid, like molten solder, is drawn into a narrow space, such as a via, due to the adhesive force between the liquid and the walls of the via. In via-in-pad assembly, if the via is not properly managed, the solder paste applied to the pad can flow into the via during reflow, leaving the pad with insufficient solder.
The likelihood of solder wicking increases with certain conditions:
- Via Size: Larger or uncapped vias provide more space for solder to flow into.
- Solder Paste Volume: Excessive solder paste can exacerbate wicking as there’s more material to be drawn into the via.
- Reflow Temperature: Higher temperatures or uneven heating can cause solder to melt and flow too quickly before it bonds to the pad.
- Surface Tension: The interaction between the solder, pad, and via walls influences how easily solder is pulled away.
By controlling these factors, you can minimize capillary action and keep the solder where it belongs—on the pad. Let’s explore specific strategies to achieve this.
Optimizing Solder Paste Application for Via-in-Pad Assembly
The amount and placement of solder paste are critical in preventing solder wicking during SMT assembly. Applying the right volume ensures there’s enough solder to form a strong joint without excess that could wick into the via. Here are some key tips:
- Use the Correct Paste Type: Choose a solder paste with appropriate viscosity and particle size for your application. Type 4 or Type 5 pastes, with smaller particles, are often recommended for fine-pitch components in via-in-pad designs as they provide better control.
- Control Paste Volume: Avoid over-application. For via-in-pad designs, a slightly reduced volume—around 80-90% of the standard amount for non-via pads—can help prevent excess solder from flowing into the via.
- Ensure Even Distribution: Make sure the paste is evenly spread across the pad during printing. Uneven application can lead to areas with too much solder, increasing the risk of wicking.
Working with a reliable manufacturing partner can also help ensure consistent solder paste application through automated processes, reducing human error.
Stencil Design: A Key Factor in Preventing Solder Wicking
Stencil design directly impacts how much solder paste is deposited on the pad, making it a crucial element in avoiding solder wicking. A poorly designed stencil can lead to over- or under-deposition of paste, both of which can contribute to wicking or weak joints. Here’s how to optimize your stencil design for via-in-pad assembly:
- Adjust Aperture Size: For pads with vias, slightly reduce the aperture size in the stencil compared to standard pads. A reduction of 10-20% can help control the amount of solder paste deposited, minimizing excess that could wick into the via.
- Use Segmented Apertures: For larger pads, consider splitting the aperture into smaller sections. This technique, often called “windowpaning,” prevents excessive paste in one area and reduces the risk of wicking.
- Account for Via Location: If possible, position the via off-center in the pad to reduce the direct path for solder to flow into it. Adjust the stencil to deposit more paste away from the via.
- Stencil Thickness: Use a thinner stencil (e.g., 0.1mm or 4 mils) for fine-pitch components to control paste volume more precisely.
Testing different stencil designs during prototyping can help identify the best configuration for your specific PCB layout. Precision in stencil design is a proactive way to address solder wicking before it becomes an issue in production.
Reflow Profile Optimization to Minimize Solder Wicking
The reflow profile—the temperature curve used to melt and solidify solder paste during SMT assembly—plays a significant role in controlling solder behavior. An improper profile can cause solder to flow too quickly or unevenly, increasing the chances of wicking due to capillary action. Here’s how to optimize your reflow profile:
- Preheat Stage: Ensure a gradual preheat phase to evaporate flux solvents slowly. A ramp rate of 1-3°C per second up to 150°C helps prevent rapid melting that could lead to wicking. Hold at this temperature for 60-90 seconds.
- Soak Stage: Maintain a soak temperature between 150-180°C for 60-120 seconds to allow even heating across the board. This minimizes thermal shock and ensures uniform solder paste behavior.
- Reflow Stage: Keep the peak temperature just above the solder’s melting point (e.g., 220-240°C for lead-free solder) for 20-40 seconds. Avoid excessively high temperatures, as they can cause solder to become too fluid and flow into vias.
- Cooling Stage: Cool the board at a controlled rate of 2-4°C per second to solidify the solder before it has a chance to wick further.
Monitoring the reflow process with a thermal profiler can help fine-tune these parameters for your specific board design. Consistency in the reflow profile is essential for preventing solder wicking in high-density via-in-pad assemblies.
Via Design and Capping to Combat Capillary Action
The design of the via itself can significantly influence solder wicking. Since capillary action is stronger in open or large vias, modifying the via structure is an effective prevention method. Consider these approaches:
- Via Capping: Cap the bottom of the via with solder mask or epoxy to prevent solder from flowing through. This is often called “via tenting” or “via plugging” and can reduce wicking by up to 90% in some designs.
- Smaller Vias: Use microvias (diameters of 0.1-0.15mm) instead of standard vias (0.3mm or larger) to limit the space available for solder to flow into. Smaller vias reduce capillary action significantly.
- Partial Via Filling: If full capping isn’t possible, partially fill the via with a non-conductive material during fabrication to restrict solder flow.
- Via Placement: Whenever feasible, avoid placing vias directly in the center of pads. Offsetting the via slightly can disrupt the direct path for solder wicking.
Discussing via design options with your PCB fabrication team early in the design phase can save time and prevent assembly issues later. Proper via management is a foundational step in via-in-pad assembly success.
Additional SMT Assembly Tips to Prevent Solder Wicking
Beyond solder paste, stencil design, reflow profiles, and via modifications, there are broader SMT assembly practices that can help minimize solder wicking. These tips ensure a holistic approach to quality assembly:
- Board Cleanliness: Ensure the PCB surface is clean and free of contaminants before applying solder paste. Residues can alter solder flow and increase wicking risks.
- Component Placement Accuracy: Use automated pick-and-place machines to position components precisely on pads. Misalignment can cause uneven solder distribution, contributing to wicking.
- Inspection After Printing: Conduct solder paste inspection (SPI) to verify paste volume and alignment before reflow. Correct any issues at this stage to avoid problems later.
- Prototype Testing: Run small batches with different configurations of stencil design and reflow profiles to identify the best setup for your specific via-in-pad assembly.
Implementing these practices as part of your standard SMT assembly workflow can significantly reduce the occurrence of solder wicking and other defects.
Conclusion: Mastering Via-in-Pad Assembly to Stop Solder Wicking
Solder wicking in via-in-pad assembly doesn’t have to be a persistent problem. By understanding capillary action and focusing on key areas like solder paste application, stencil design, reflow profile optimization, and via management, you can achieve reliable solder joints in even the most complex SMT assembly projects. Start with small adjustments—test different stencil apertures or tweak your reflow curve—and scale up as you refine your process.
At ALLPCB, we’re committed to supporting your PCB assembly needs with expert guidance and high-quality manufacturing services. Whether you’re dealing with via-in-pad challenges or other design complexities, our team is ready to help you succeed. Apply these strategies in your next project and see the difference in assembly quality and reliability.