ALLPCB
ALLPCB


Abstract
Driven by digitalization, emerging technologies such as 5G, MEC, cloud computing, and AI are increasingly integrated with manufacturing and moving toward broader deployment. Visual inspection is a key part of industrial production. To meet Gree's industrial visual inspection requirements, a 5G-based industrial AI visual inspection system was designed. The article describes the system working principles, architecture, functions, and test results in production environments. It concludes with an analysis of the system's value and application prospects in the context of smart manufacturing upgrades and 5G deployment.
Introduction
Machine vision inspection uses machines to replace human operators for inspection and judgment. A typical machine vision inspection system includes a camera, lens, light source, industrial PC, image processing system, actuators, and the object under inspection. The detection principle is to capture images of the inspected object with a camera, then transmit the image data to an image processing system. The image processing system uses detection algorithms to extract features and recognize images, output detection results, and trigger corresponding actions. Machine vision inspection has broad market potential in industry, with common applications including object detection (for example, product appearance defect detection and presence/absence checks for components), object recognition (for example, text recognition and color recognition), object positioning (for example, PCB processing alignment and label positioning), and object measurement (for example, length and angle measurement of pointer instruments or dimensional measurement of components).
Traditional machine vision methods rely on manual feature extraction, classification, and recognition, resulting in targeted but often fragile solutions. Common processing techniques include image grayscale processing, filtering algorithms, image arithmetic, image binarization, and Hough transforms. With the development of artificial intelligence, deep learning represented by neural networks is increasingly applied to machine vision. Deep learning enables machines to mimic human reasoning for image understanding and is used to solve complex pattern recognition tasks. Typical applications include object detection, image classification, and image segmentation. Compared with traditional approaches, deep learning can learn relevant features during training, eliminating feature engineering, and yielding higher accuracy and greater flexibility. However, deep learning requires significant memory and compute resources, usually demanding additional hardware investment. It also requires large amounts of sample data for model training to improve accuracy. Although machine learning offers many advantages over traditional methods, in practical industrial scenarios both deep learning-based and traditional vision methods are needed. For example, traditional methods are simple and efficient for tasks like gauge dimension measurement or barcode recognition, while machine learning approaches may be more time-consuming and resource intensive for those tasks.
Field research in 5G pilot projects identified several shortcomings in existing industrial visual inspection deployments:
- Some enterprises rely on human visual inspection, leading to low efficiency and high miss rates.
- Some use integrated smart industrial cameras, which have high per-unit costs, are unsuitable for large-scale deployment, and are difficult to centrally manage.
- Some adopt cloud-based visual inspection systems, which suffer from slow response and lower data security.
- Enterprises often lack AI visual expertise, making it difficult to implement visual inspection projects.
Based on this analysis, platform-based visual inspection systems that support multiple scenarios are an important development direction for industrial vision. As manufacturing transformation continues, technologies such as 5G, AI, and big data will provide new momentum for visual inspection, accelerating technical evolution.
1 Gree visual inspection requirements
Visual inspection is involved in part processing, assembly, and packaging and is critical to product quality and cost control. Gree Air Conditioners has many visual inspection scenarios in production, including line-scan inspection of compressors, automated electrical safety checks for outdoor units, whole-unit exterior inspection, and printed materials quality checks. Many inspections are still performed visually by workers, which leads to low efficiency and high miss rates and poses a product quality risk. Therefore, Gree requires an automated, platform-based visual inspection system to replace manual inspection. The system must support multi-scenario detection across production stages to improve efficiency and reduce cost while enabling intelligent inspection management. It must also be easily extensible and operable to quickly adapt to new inspection scenarios driven by consumer personalization.
In 2019, China Unicom and Gree Appliances began a strategic collaboration for 5G smart factories and full-business cooperation. Based on 5G, industrial internet, the internet of things, big data, and AI, they aimed to build a demonstration zone for 5G smart factories in home appliance manufacturing. As a next-generation wireless technology, 5G provides substantial improvements in bandwidth, latency, and connection capacity compared with previous cellular networks, offering reliable service guarantees for industrial network connections. Using 5G, a platform-based visual inspection model can be constructed to support parallel inspections across multiple points and centralized intelligent management. Mobile edge computing (MEC), a key 5G capability, provides IT services and compute resources at the network edge and supports offloading processing to edge nodes. MEC's local breakout can significantly reduce end-to-end communication latency while ensuring production data security. A 5G-based, platformized visual inspection system can therefore provide significant value to enterprises.
2 5G-based industrial AI visual inspection system solution
The 5G-based industrial visual inspection system is a platform that supports parallel inspection across multiple points. It uses a factory intranet architecture combining 5G and MEC to interact with on-site thin clients, forming an enterprise-wide visual inspection system that meets multi-scenario, multi-point parallel inspection and intelligent management needs. By placing primary compute and algorithms on the platform, analysis capability is greatly improved while field sites require only basic equipment such as industrial cameras, reducing per-point cost and increasing deployment flexibility. The platform can configure capabilities per inspection point so that a single point requires only minor adjustments to adapt to new scenarios and support rapid detection of different products. The system architecture includes on-site equipment and an intelligent monitoring platform.
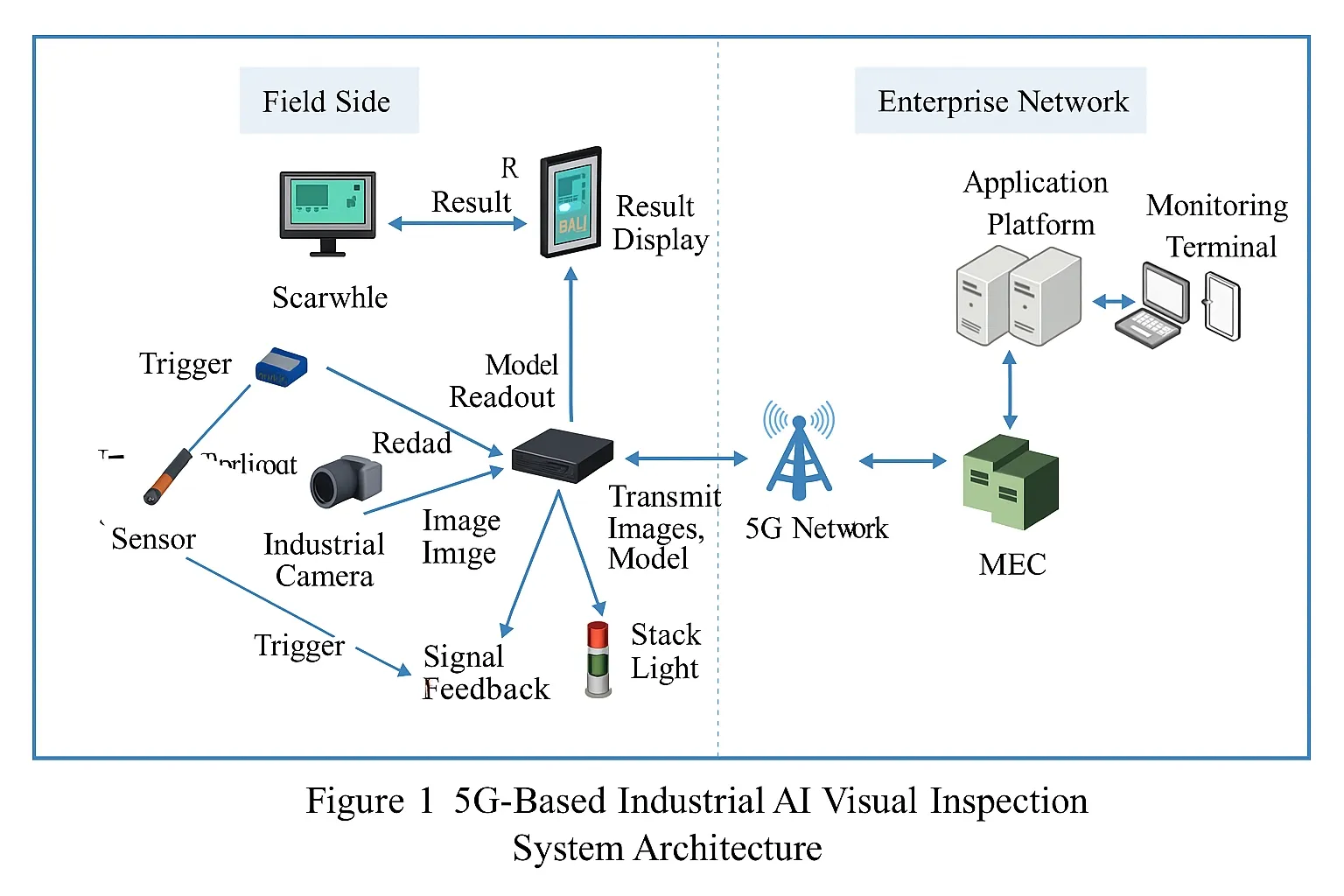
2.1 On-site equipment
The on-site equipment interfaces with the production line for system triggering and result feedback. It captures images, uploads them to the server, and retrieves processing results. The on-site equipment consists of:
- Industrial camera system: includes industrial cameras, lenses, and light sources. This system is responsible for image acquisition and must be selected and configured according to inspection scenarios and requirements.
- On-site industrial control terminal: usually an industrial PC, responsible for controlling the camera system and on-site devices, uploading images, issuing control commands, and running client software.
- On-site devices: sensors, emergency stop switches, three-color lights, barcode scanners, displays, and so on, responsible for signal detection and result display, enabling system triggering, run control, and result presentation.
2.2 Intelligent inspection platform architecture
The intelligent inspection platform is the core of the visual inspection system. It can be deployed in an enterprise data center or cloud servers and handles visual inspection workflows, including scenario management, business management, algorithm model training, algorithm management, inspection job orchestration, and result analysis. The platform exposes status and unified management interfaces to adapt to different inspection scenarios. The platform connects to inspection points over 5G, enabling 1-to-n inspection management and application support.
The intelligent inspection platform meets industrial visual inspection needs across manufacturers and provides services to higher-level applications. The platform architecture includes:
- Capability layer: provides basic inspection capabilities to upper-layer applications via unified interfaces.
- Orchestrator layer: composes, coordinates, and invokes basic capabilities to encapsulate underlying detection functions. For specific scenarios (for example, low-light), the orchestrator can package basic capabilities into targeted solutions, forming a stronger and more specialized capability library.
- Orchestration flow library: contains flow definitions that sequence basic capabilities to meet practical inspection needs for different applications.
- Application layer: invokes basic detection capabilities through the orchestrator and orchestration flows to satisfy inspection business requirements, exposing input/output interfaces to on-site equipment and personnel.
- Cloud platform: based on deployment needs, uses Kubernetes or Docker to host upper-layer applications.
- Infrastructure layer: includes CPU servers, GPU servers, and GPU inference boards as compute resources.
- Input/output adapters: plugin-based support for mainstream industrial camera protocols and industrial bus protocols to facilitate rapid integration with tooling environments.
2.3 Key technologies
2.3.1 Platform-based system design
Most current industrial visual products are either integrated smart industrial cameras or traditional vision systems. Traditional single-point systems typically consist of light sources, cameras, image acquisition units, and image processing units, with modules distributed on-site and often customized for single scenarios. These systems are large, complex, and hard to upgrade or maintain. Smart cameras are compact, highly integrated vision systems that combine image acquisition, processing, and communication. Compared with traditional systems, smart cameras are easier to deploy, but their small form factor limits processing power, restricting them to simple algorithms and making per-unit cost high.
Compared with existing vision systems, the 5G-based AI visual inspection system is a C/S architecture PaaS platform that centralizes processing on a backend intelligent inspection platform. Inspection points send images from site terminals to the platform and receive results in real time. The platform includes a variety of algorithm capabilities, ranging from traditional machine vision algorithms to complex deep learning models. Platform-based design supports parallel, multi-scenario inspection and enables reuse of algorithm capabilities.
The remaining content and figures, references, and detailed test results are part of the original system documentation.