 ALLPCB
ALLPCB


Choosing the right wave soldering flux is crucial for achieving strong, reliable solder joints with optimal wetting and minimal residue. Whether you're working on high-volume PCB assembly or specialized electronics, the type of flux you use can make or break your soldering process. In this comprehensive guide, we’ll explore wave soldering flux types, the benefits of wave soldering flux no-clean and low residue options, and effective wave soldering flux application methods. Our goal is to help you make informed decisions for cleaner, more efficient soldering results in your projects.
Let’s dive into the world of wave soldering flux and uncover the best practices to enhance your manufacturing process with precision and reliability.
What is Wave Soldering Flux and Why Does It Matter?
Wave soldering is a widely used process in electronics manufacturing to solder through-hole components to printed circuit boards (PCBs). During this process, a wave of molten solder flows over the bottom of the PCB, creating strong connections between components and the board. However, for this to work effectively, the surfaces must be clean and free of oxides or contaminants. This is where wave soldering flux comes in.
Flux is a chemical agent applied before soldering to remove oxides from metal surfaces, improve solder wetting (the ability of solder to spread and adhere to surfaces), and protect the metal from re-oxidation during the high temperatures of soldering. Without the right flux, you risk poor solder joints, defects like bridging or incomplete wetting, and long-term reliability issues in your electronic assemblies.
Selecting the appropriate flux type is critical for achieving clean, reliable joints while minimizing residue that could affect performance or require extensive cleaning. Let’s break down the key considerations and types of flux available for wave soldering.
Understanding Wave Soldering Flux Types
Not all fluxes are created equal. The type of flux you choose depends on your specific application, the materials being soldered, and the level of cleanliness required after soldering. Below, we’ll explore the main wave soldering flux types commonly used in electronics manufacturing.
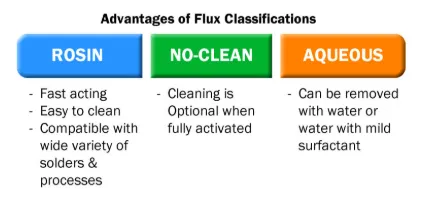
1. Rosin-Based Flux
Rosin-based flux, derived from pine tree resin, is one of the oldest and most traditional types of flux used in soldering. It comes in three activity levels: R (Rosin, mildly active), RMA (Rosin Mildly Activated), and RA (Rosin Activated). Rosin flux is known for providing good wetting properties and is often used in through-hole wave soldering for general-purpose electronics.
- Pros: Excellent wetting, widely available, suitable for less complex assemblies.
- Cons: Leaves a sticky residue that often requires cleaning, especially with higher activity levels (RA), as residues can be corrosive over time if not removed.
- Best for: Applications where post-soldering cleaning is feasible and high wetting is needed.
2. No-Clean Flux
Wave soldering flux no-clean options have gained popularity in modern electronics manufacturing due to their convenience. As the name suggests, no-clean flux is designed to leave minimal, non-corrosive residue after soldering, eliminating the need for a cleaning step in most cases.
- Pros: Reduces production time and costs by skipping cleaning, residues are typically safe for most applications.
- Cons: Residues, though minimal, may still interfere with testing or coating processes in high-reliability applications like aerospace or medical devices.
- Best for: High-volume production where cleaning is impractical or unnecessary, such as consumer electronics.
3. Water-Soluble Flux
Water-soluble flux, also known as organic acid flux, is highly active and provides excellent wetting for challenging surfaces or lead-free solders. The residues left behind are conductive and corrosive, but they can be easily removed with deionized (DI) water, making this flux ideal for applications requiring a spotless finish.
- Pros: Superior wetting, easy to clean with water, ideal for lead-free soldering.
- Cons: Requires a cleaning step to remove conductive residues, which can add to production time.
- Best for: High-density PCB assemblies and applications where cleanliness is critical, such as automotive or industrial electronics.
4. Low-Solids or Low-Residue Flux
Wave soldering flux low residue types are formulated to leave very little residue after soldering, often overlapping with no-clean fluxes. These are designed for processes where even small amounts of residue could affect performance or aesthetics.
- Pros: Minimal residue reduces the risk of interference in testing or conformal coating, often no cleaning required.
- Cons: May have lower activity, requiring cleaner surfaces or pre-heating for effective wetting.
- Best for: High-reliability applications like telecommunications or military electronics.
Factors to Consider for Optimal Wetting and Minimal Residue
Achieving optimal wetting and minimal residue in wave soldering requires more than just picking the right flux type. Several factors influence the performance of flux in your soldering process. Let’s explore these key considerations to help you fine-tune your approach.
Surface Cleanliness and Material Compatibility
The cleanliness of the PCB and components before soldering directly impacts wetting. Contaminants like oils, dust, or oxidation can prevent solder from adhering properly, even with a high-activity flux. Ensure that surfaces are clean and free of oxides before applying flux. Additionally, check that the flux is compatible with the materials being soldered, especially when using lead-free solders, which often require more active fluxes due to higher melting points (around 217-227°C compared to 183°C for traditional lead-based solders).
Flux Activity Level
Flux activity refers to its ability to remove oxides and promote wetting. Highly active fluxes (like RA rosin or water-soluble fluxes) are great for difficult surfaces but may leave more residue or require cleaning. Low-activity fluxes (like no-clean or low-solids) are cleaner but may not provide sufficient wetting for heavily oxidized surfaces. Balance activity with residue concerns based on your specific needs.
Process Temperature and Time
Wave soldering typically operates at temperatures between 250-260°C for lead-free solders. Flux must withstand these temperatures without breaking down or leaving excessive residue. Ensure your flux is rated for your process conditions, as overheating can degrade its performance and increase residue. Also, minimize the time the PCB is exposed to high heat to reduce the risk of flux burnout or charring.
Environmental and Safety Regulations
Some fluxes contain volatile organic compounds (VOCs) or hazardous materials that may be restricted in certain regions due to environmental or safety concerns. Opt for low-VOC or halogen-free fluxes if your production must comply with regulations like RoHS (Restriction of Hazardous Substances) or REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals).
Wave Soldering Flux Application Methods
How you apply flux in the wave soldering process is just as important as the type of flux you choose. Proper application ensures even coverage, effective oxide removal, and minimal waste. Let’s look at common wave soldering flux application methods and best practices.
1. Spray Fluxing
Spray fluxing is the most common method in modern wave soldering machines. A fine mist of flux is sprayed onto the bottom of the PCB as it passes over the fluxing unit. This method provides uniform coverage and allows precise control over the amount of flux applied.
- Advantages: Consistent application, adjustable flux volume, suitable for high-speed production.
- Tip: Regularly clean spray nozzles to prevent clogging and ensure even distribution. Use a flux with appropriate viscosity for spray systems (typically 10-30 centipoise).
2. Foam Fluxing
In foam fluxing, air is bubbled through a reservoir of flux to create a foam head that contacts the PCB as it passes over. This method is older but still used in some setups due to its simplicity and low cost.
- Advantages: Simple setup, effective for low-to-medium volume production.
- Tip: Maintain consistent foam height (typically 5-10 mm above the flux stone) to avoid over- or under-application. Use a flux formulated for foam fluxing to prevent breakdown.
3. Brush or Manual Application
For small-scale or rework applications, flux may be applied manually using a brush or dropper. While not common in high-volume wave soldering, this method can be useful for prototypes or repairs.
- Advantages: Precise control for small areas, no equipment needed.
- Tip: Apply sparingly to avoid excess flux pooling, which can lead to residue buildup or defects like solder balls.
Best Practices for Using Wave Soldering Flux
To maximize the effectiveness of your chosen flux and achieve optimal wetting with minimal residue, follow these best practices during your wave soldering process.
- Store Flux Properly: Keep flux in a cool, dry place (typically 5-25°C) to prevent degradation. Seal containers tightly to avoid contamination or evaporation, especially for solvent-based fluxes.
- Monitor Flux Density: Use a hydrometer or refractometer to check the specific gravity of flux (often 0.80-0.85 g/cm3 for alcohol-based fluxes). Dilute with the recommended thinner if it becomes too concentrated due to solvent evaporation.
- Control Preheating: Preheat the PCB to 100-120°C before soldering to activate the flux and evaporate solvents, reducing spattering and residue. Avoid overheating, as it can degrade flux performance.
- Clean When Necessary: For water-soluble fluxes, use DI water at 40-60°C for cleaning to remove residues effectively. For no-clean fluxes, inspect residues under UV light if testing or coating issues are suspected.
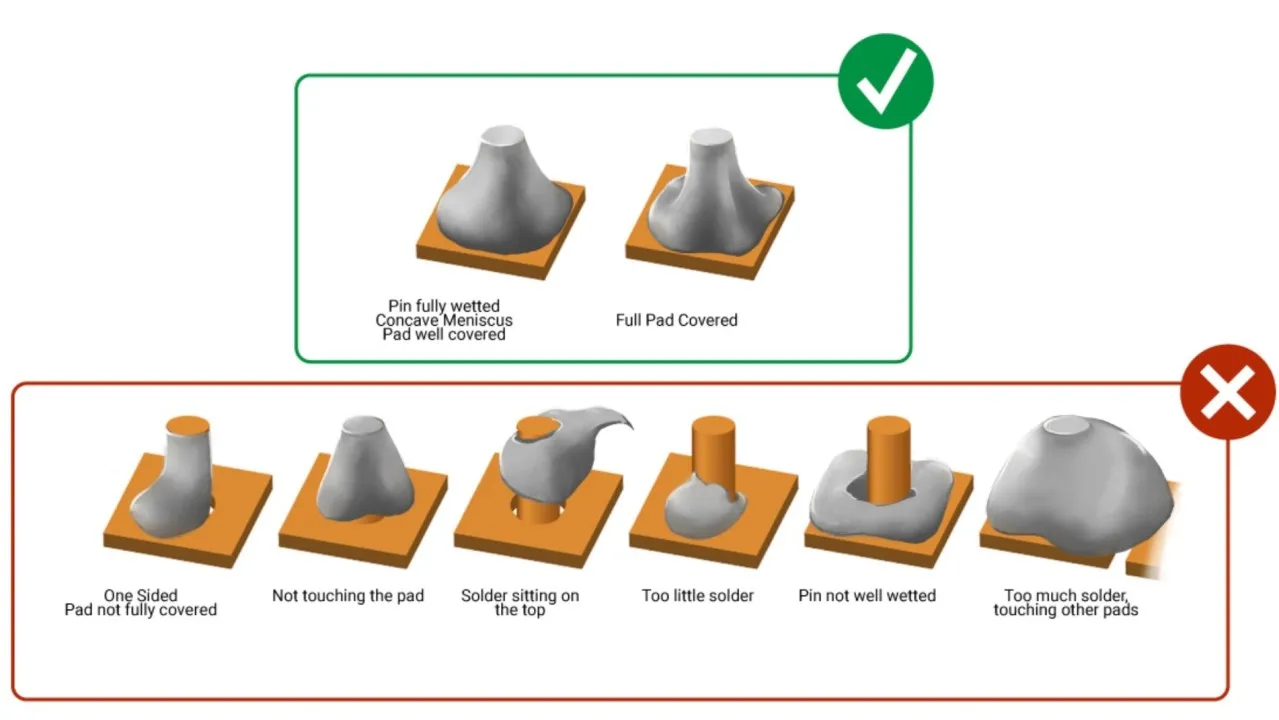
- Test and Validate: Perform regular testing of solder joints using methods like cross-section analysis or pull testing to ensure wetting and joint strength meet standards (e.g., IPC-A-610 for acceptability of electronic assemblies).
Conclusion: Making the Right Choice for Your Wave Soldering Process
Selecting the right wave soldering flux is a balancing act between achieving optimal wetting for strong, reliable joints and minimizing residue for a clean, efficient process. Whether you opt for a traditional rosin-based flux, a convenient wave soldering flux no-clean solution, or a high-performance wave soldering flux low residue option, understanding your application’s needs is key. Combine this with proper wave soldering flux application methods like spray or foam fluxing to ensure consistent results.
By considering factors like surface cleanliness, flux activity, process conditions, and regulatory requirements, you can streamline your wave soldering process for better productivity and quality. Use the insights and best practices shared in this guide to elevate your PCB assembly outcomes and meet the demands of modern electronics manufacturing.
At ALLPCB, we’re committed to supporting your success with resources and expertise for every step of your PCB production journey. Explore our services to see how we can help bring your designs to life with precision and efficiency.





