ALLPCB
ALLPCB


When it comes to multi-board panelization for PCB design, choosing the right material is critical for ensuring performance, manufacturability, and cost-effectiveness. The best PCB material to consider for panel design often depends on your project needs, but FR4 stands out as the most widely used and versatile option due to its balance of affordability, durability, and thermal stability. In this comprehensive guide, we'll explore the importance of PCB materials in panel design, dive deep into FR4 material properties, and discuss key manufacturing considerations like Tg value to help you make informed decisions for your multi-board projects.
What is Multi-Board Panelization and Why Does Material Matter?
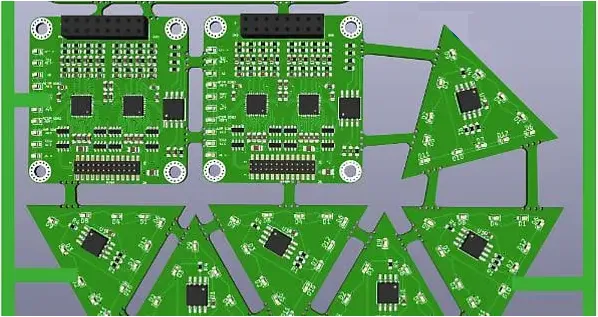
Multi-board panelization is the process of arranging multiple printed circuit boards (PCBs) onto a single panel for efficient manufacturing. This technique reduces production costs, streamlines assembly, and ensures consistency across boards. However, the success of panelization heavily relies on the choice of PCB material. The material affects not only the structural integrity of the panel but also its thermal performance, electrical properties, and ease of fabrication.
Selecting the wrong material can lead to issues like warping during soldering, poor electrical insulation, or even board failure under high temperatures. Therefore, understanding the properties of materials like FR4 and their suitability for panel design is essential for engineers looking to optimize their PCB manufacturing process.
Understanding PCB Materials in Panel Design
PCB materials serve as the foundation of any circuit board, providing mechanical support and electrical insulation. In multi-board panelization, the material must withstand the stresses of fabrication, including cutting, drilling, and soldering across multiple boards on a single panel. Let's explore the key factors to consider when choosing a material for panel design:
- Mechanical Strength: The material should resist breaking or warping during panel handling and depanelization (separating individual boards from the panel).
- Thermal Stability: It must endure high temperatures during soldering without degrading.
- Electrical Properties: Good dielectric strength is necessary to prevent signal interference between closely packed boards on a panel.
- Cost-Effectiveness: The material should balance performance with affordability, especially for large-scale production.
Among the various options available, FR4 emerges as the go-to choice for most panelization projects due to its well-rounded properties. However, other materials like high-Tg variants or specialized laminates may be better suited for specific applications. We'll focus on FR4 and its relevance to multi-board panel design in the following sections.
Why FR4 Material is Ideal for Multi-Board Panelization
FR4 is a flame-retardant, glass-reinforced epoxy laminate that has become the industry standard for PCB manufacturing. Its popularity in multi-board panelization stems from a combination of factors that make it suitable for a wide range of applications. Let's break down why FR4 material is often the best choice:
1. Cost-Effectiveness for Large Panels
FR4 is relatively inexpensive compared to other high-performance materials, making it ideal for multi-board panelization where cost per board needs to be minimized. For projects requiring dozens or hundreds of boards per panel, using FR4 can significantly reduce overall production expenses without sacrificing quality.
2. Excellent Mechanical Strength
With a high strength-to-weight ratio, FR4 provides the durability needed for large panels. It can withstand the mechanical stress of routing and depanelization processes, such as V-scoring or tab-routing, which are common in multi-board panel design. This ensures that individual boards remain intact and undamaged during separation.
3. Reliable Electrical Insulation
FR4 offers a dielectric constant (Dk) typically ranging from 4.2 to 4.8 at 1 MHz, which supports stable signal transmission and minimizes crosstalk between closely spaced boards on a panel. This is particularly important in multi-board designs where space optimization is key.
4. Thermal Resistance for Soldering
During the assembly of multi-board panels, components are soldered onto each board, often involving high temperatures. Standard FR4 can handle temperatures up to 130-140°C before reaching its glass transition point (Tg), where the material begins to soften. This makes it suitable for most reflow soldering processes used in panel manufacturing.
Key Manufacturing Considerations for Multi-Board Panelization
While FR4 is a strong candidate for panel design, several manufacturing considerations must be addressed to ensure a successful outcome. These factors influence not only the choice of material but also the design and fabrication process of the panel itself.
1. Panel Size and Layout Optimization
The size of the panel and the arrangement of individual boards impact material usage and cost. When using FR4, ensure that the panel dimensions align with standard sheet sizes (typically 18x24 inches or 21x24 inches) to minimize waste. Additionally, consider spacing between boards to allow for clean depanelization without damaging circuits. A common spacing guideline is 2-3 mm for V-scoring and slightly more for tab-routing.
2. Depanelization Techniques
Depanelization, or separating individual boards from the panel, can stress the material. FR4's robustness allows it to handle common methods like V-scoring (cutting a groove for manual snapping) and tab-routing (using small tabs to hold boards in place). However, care must be taken to avoid micro-cracks in the material, especially near edges. Using proper tooling and minimizing stress points in the design can help.
3. Thermal Expansion and Warping
During manufacturing, panels are exposed to temperature changes that can cause expansion or contraction. FR4 has a coefficient of thermal expansion (CTE) of approximately 14-17 ppm/°C in the X-Y direction, which is manageable for most designs. However, for large panels or high-temperature processes, ensure that the material's CTE matches the components to prevent misalignment or stress.
4. Surface Finish Compatibility
The choice of surface finish (e.g., HASL, ENIG) for the PCB can also affect material performance in panelization. FR4 is compatible with most finishes, but ensure that the chosen finish doesn't introduce additional thermal or mechanical stress during processing. For instance, lead-free HASL processes may require slightly higher temperatures, so confirm that the FR4's thermal properties can accommodate this.

The Role of Tg Value in FR4 Material Selection
One of the most critical properties to consider when selecting FR4 for multi-board panelization is its glass transition temperature, or Tg value. The Tg value represents the temperature at which the material transitions from a rigid, glassy state to a softer, rubbery state. This property directly impacts the material's performance under heat, which is a common concern during soldering and operation.
What is Tg Value and Why Does It Matter?
The Tg value of standard FR4 typically ranges from 130°C to 140°C. At this temperature, the epoxy resin in FR4 begins to lose its mechanical strength, which can lead to warping or delamination if exposed to prolonged heat. For multi-board panelization, where multiple boards are soldered simultaneously, understanding and choosing the right Tg value is crucial to prevent damage during manufacturing.
Standard Tg vs. High Tg FR4
For applications involving high-temperature processes (like lead-free soldering, which can reach 260°C), standard Tg FR4 may not suffice. High Tg FR4, with values exceeding 170°C, offers better resistance to heat and moisture, making it a better choice for demanding panel designs. While high Tg materials are more expensive, they provide enhanced reliability in environments with thermal cycling or elevated operating temperatures.
For example, if your multi-board panel will be used in automotive or industrial applications, where operating temperatures might exceed 100°C, opting for high Tg FR4 can prevent long-term degradation. On the other hand, for consumer electronics with lower thermal demands, standard Tg FR4 is often sufficient and more cost-effective.
How to Choose the Right Tg Value
Selecting the appropriate Tg value depends on several factors:
- Soldering Process: Lead-free soldering requires higher temperatures, so a Tg of at least 150°C is recommended.
- Operating Environment: If the final product will face high temperatures or thermal cycling, consider high Tg options (170°C or above).
- Budget Constraints: High Tg materials cost more, so balance performance needs with production costs.
By aligning the Tg value with your project requirements, you can ensure that your multi-board panel withstands manufacturing stresses and performs reliably in its intended application.
Other PCB Materials for Panelization: When to Look Beyond FR4
While FR4 is the most common choice for multi-board panelization, certain projects may require alternative materials to meet specific performance criteria. Here are a few scenarios where other materials might be considered:
1. High-Frequency Applications
For designs involving high-frequency signals (e.g., RF or microwave circuits), FR4's dielectric loss (Df of around 0.02 at 1 MHz) may lead to signal degradation. In such cases, materials with lower dielectric loss, like PTFE-based laminates, might be necessary despite their higher cost.
2. Extreme Thermal Environments
In applications where temperatures exceed even high Tg FR4's limits, polyimide-based materials can offer superior heat resistance, with Tg values often above 250°C. These are ideal for aerospace or military applications but come at a significant cost premium.
3. Lightweight Requirements
For portable or weight-sensitive devices, thinner FR4 or alternative lightweight substrates may be considered to reduce the overall panel weight. However, ensure that mechanical strength isn't compromised during panelization.
While these alternatives have their place, FR4 remains the most practical and versatile choice for the majority of multi-board panel designs due to its balanced properties and affordability.
Best Practices for Designing Multi-Board Panels with FR4
To maximize the benefits of FR4 in multi-board panelization, follow these best practices during the design and manufacturing stages:
- Optimize Board Spacing: Allow enough space (2-3 mm) between boards for clean depanelization while maximizing panel usage.
- Use Fiducial Marks: Include fiducial marks on the panel for precise alignment during assembly, reducing errors in component placement across multiple boards.
- Specify Material Thickness: FR4 comes in various thicknesses (commonly 0.8 mm to 1.6 mm). Choose a thickness that balances rigidity with weight, especially for large panels.
- Communicate with Your Manufacturer: Share detailed panelization requirements, including Tg value preferences and depanelization methods, to ensure the material and process align with your design.
By adhering to these guidelines, you can leverage FR4's strengths to create efficient, high-quality multi-board panels tailored to your project's needs.
Conclusion: Making the Right Choice for Multi-Board Panelization
Multi-board panelization is a powerful strategy for streamlining PCB production, and selecting the right material is the foundation of success. FR4 material stands out as the best choice for most projects due to its cost-effectiveness, mechanical strength, and thermal stability. By considering key manufacturing factors like panel layout, depanelization techniques, and Tg value, you can ensure that your FR4-based panels meet both performance and reliability standards.
Whether you're designing for consumer electronics or industrial applications, understanding the nuances of PCB materials in panel design empowers you to make informed decisions. With FR4 as your starting point, and by tailoring its properties (like opting for high Tg when needed), you can achieve optimal results in your multi-board panelization efforts.