ALLPCB
ALLPCB


When it comes to soldering in electronics manufacturing, selecting the right solder paste flux is critical for achieving strong, reliable joints and ensuring the longevity of your printed circuit boards (PCBs). Flux plays a vital role in removing oxides, improving solder wetting, and protecting components during the soldering process. But with various types like rosin flux, no-clean flux, and water-soluble flux available, how do you choose the best one for your specific application? In this comprehensive guide, we’ll break down the different types of solder paste flux, discuss factors like flux activity and flux residue, and explore solder paste cleaning techniques to help you make an informed decision.
What Is Solder Paste Flux and Why Does It Matter?
Solder paste flux is a chemical agent mixed into solder paste or applied separately during soldering. Its primary job is to clean the surfaces of the metals being joined by removing oxides and impurities. This ensures that the solder can flow smoothly and bond effectively to the components and PCB pads, a process known as wetting. Without flux, solder joints can be weak, unreliable, or even fail over time due to poor adhesion.
Choosing the right flux isn’t just about getting a good solder joint. It also impacts the ease of cleaning, the risk of corrosion from flux residue, and the overall reliability of your electronic assembly. Factors like flux activity (how aggressive the flux is at cleaning) and the type of residue it leaves behind play a huge role in determining the best flux for your project. Let’s dive into the different types of flux and their unique characteristics to help you decide.
Types of Solder Paste Flux: Which One Fits Your Needs?
There are three main categories of solder paste flux commonly used in electronics assembly: rosin flux, no-clean flux, and water-soluble flux. Each type has distinct properties, advantages, and drawbacks depending on your application. Below, we’ll explore these in detail.
1. Rosin Flux: The Traditional Choice
Rosin flux is one of the oldest and most widely used types of flux in electronics soldering. Derived from pine tree resin, it is available in different activity levels, including non-activated (R), mildly activated (RMA), and fully activated (RA). The activity level determines how aggressively the flux removes oxides from the metal surfaces.
- Non-Activated Rosin (R): This has the lowest flux activity and is best for clean, easy-to-solder surfaces. It leaves behind minimal residue but may not be effective for heavily oxidized components.
- Rosin Mildly Activated (RMA): With moderate flux activity, RMA is suitable for most general-purpose soldering tasks. It offers a balance between cleaning power and residue levels.
- Rosin Activated (RA): This has the highest flux activity among rosin types, making it ideal for challenging surfaces with heavy oxidation. However, it leaves more residue, which may require cleaning.
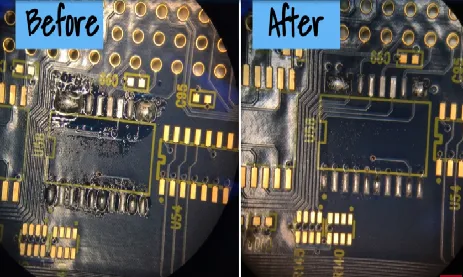
Rosin flux is known for producing reliable solder joints and is often used in applications where post-soldering cleaning isn’t a major concern. However, the residue it leaves behind can be sticky and may attract dust or moisture over time, potentially leading to corrosion if not cleaned properly.
Best for: Applications where strong cleaning power is needed, and cleaning flux residue isn’t a strict requirement.
2. No-Clean Flux: Minimal Cleanup, Maximum Convenience
No-clean flux is designed to leave behind a minimal, non-corrosive residue after soldering, reducing or even eliminating the need for post-soldering cleaning. This type of flux has become popular in high-volume PCB assembly because it saves time and reduces costs associated with cleaning processes.
However, despite the name, no-clean flux isn’t always “clean.” The residue, though non-conductive and non-corrosive in most cases, can still cause issues in high-reliability applications like aerospace or medical devices. If the residue builds up or interacts with humidity, it might lead to dendritic growth or electrical leakage over time. For such critical applications, testing the residue’s impact on long-term reliability is recommended.
Best for: High-speed production environments where cleaning is impractical, and the residue poses no risk to the application’s performance.
3. Water-Soluble Flux: Easy Cleaning for High Reliability
Water-soluble flux, also known as organic acid (OA) flux, is highly active and effective at removing oxides, making it ideal for soldering difficult surfaces. Unlike rosin flux, its residue can be easily cleaned with deionized water or a water-based cleaning solution, leaving behind a clean surface.
While water-soluble flux offers excellent cleaning power and easy residue removal, it has a downside: if not thoroughly cleaned, the residue can be highly corrosive and conductive, leading to potential short circuits or component failure. This makes post-soldering cleaning mandatory when using water-soluble flux, especially in sensitive electronic applications.
Best for: Applications requiring high flux activity and where thorough cleaning is possible to ensure no corrosive residue remains.
Key Factors to Consider When Choosing Solder Paste Flux
Now that you’re familiar with the main types of flux, let’s look at the critical factors that influence your choice. These include flux activity, flux residue, and the cleaning process, among others.
Flux Activity: Matching Cleaning Power to Your Needs
Flux activity refers to how effectively the flux removes oxides and contaminants from the surfaces being soldered. High-activity fluxes, like fully activated rosin (RA) or water-soluble flux, are better for challenging surfaces with heavy oxidation. However, they often leave more residue and may require thorough cleaning.
Low-activity fluxes, such as non-activated rosin (R) or some no-clean formulations, are gentler and leave less residue but may struggle with oxidized or dirty surfaces. When selecting a flux, consider the condition of your components and PCB. For instance, if you’re working with new, clean components, a low-activity flux might suffice. But for older or tarnished parts, a high-activity flux is often necessary.
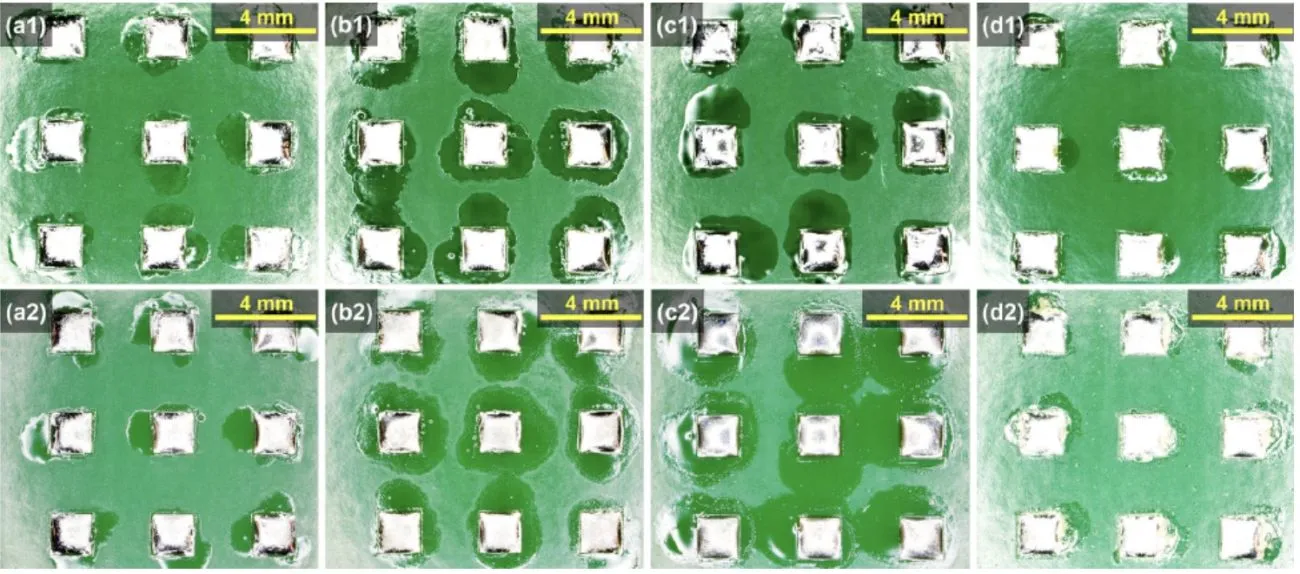
Flux Residue: Balancing Cleanliness and Reliability
Flux residue is the material left behind after the soldering process. The type and amount of residue vary depending on the flux used:
- Rosin Flux Residue: Sticky and potentially corrosive if not cleaned, especially in humid environments.
- No-Clean Flux Residue: Designed to be non-corrosive and safe to leave on the board, though it may still pose risks in high-reliability applications.
- Water-Soluble Flux Residue: Highly corrosive if not removed, but easy to clean with water-based solutions.
The residue’s impact on your PCB’s performance depends on your application. For consumer electronics with low reliability requirements, no-clean flux residue might be acceptable. However, for medical, automotive, or aerospace applications, where long-term reliability is critical, cleaning the residue or using a flux with minimal impact is essential.
Solder Paste Cleaning: Techniques and Considerations
Cleaning flux residue after soldering is often necessary to prevent corrosion, improve appearance, and ensure reliability. The cleaning process depends on the type of flux used:
- Rosin Flux Cleaning: Typically requires solvents like isopropyl alcohol (IPA) or specialized flux removers. Manual brushing or ultrasonic cleaning may be needed for stubborn residue.
- No-Clean Flux Cleaning: Although not always required, cleaning can be done with IPA or water-based solutions if residue poses a risk.
- Water-Soluble Flux Cleaning: Residue must be removed using deionized water or a water-based cleaner. Ensure thorough drying to prevent moisture-related issues.
Cleaning adds time and cost to the assembly process, so consider whether your application truly requires it. For high-reliability products, investing in proper solder paste cleaning equipment, like automated wash systems, can improve consistency and reduce defects.

Other Factors: Application Environment and Process Constraints
Beyond flux activity and residue, consider your specific soldering environment and process requirements:
- Soldering Method: Are you using reflow soldering, wave soldering, or hand soldering? Some fluxes are formulated specifically for reflow ovens, while others work better for manual soldering.
- Component Sensitivity: Delicate components may require low-activity fluxes to avoid damage during soldering.
- Environmental Conditions: If your PCB will operate in high-humidity or extreme temperature conditions, choose a flux with residue that won’t degrade over time or ensure thorough cleaning.
- Regulatory Compliance: Some industries have strict rules about residue and cleaning agents. Make sure your flux and cleaning process comply with standards like RoHS or REACH.
How to Choose the Right Flux for Your Application
Selecting the right solder paste flux comes down to balancing your project’s needs with the characteristics of each flux type. Here’s a step-by-step guide to help you decide:
- Assess Your Components and PCB: Determine the level of oxidation and cleanliness of the surfaces. Heavily oxidized surfaces need high-activity fluxes like RA rosin or water-soluble flux.
- Evaluate Cleaning Capabilities: If cleaning isn’t feasible in your production line, opt for no-clean flux. If cleaning is possible and mandatory, water-soluble flux might be the best choice.
- Consider Reliability Requirements: For critical applications, prioritize fluxes with minimal or easily removable residue to prevent long-term issues.
- Test and Validate: Before full-scale production, test your chosen flux on a sample batch. Check for solder joint quality, residue levels, and ease of cleaning (if applicable).
For example, a high-volume consumer electronics manufacturer might choose no-clean flux to streamline production and reduce costs. On the other hand, a company producing medical devices might opt for water-soluble flux and invest in thorough cleaning to ensure no residue compromises the device’s reliability.
Common Challenges and Solutions When Using Solder Paste Flux
Even with the right flux, soldering challenges can arise. Here are some common issues and how to address them:
- Poor Wetting: If solder doesn’t flow properly, it could be due to low flux activity or excessive oxidation. Switch to a higher-activity flux or pre-clean the surfaces before soldering.
- Excessive Residue: Too much residue can affect appearance or reliability. Use a flux with lower residue (like no-clean) or improve your cleaning process with appropriate solvents or equipment.
- Corrosion from Residue: If residue causes corrosion over time, ensure thorough cleaning, especially with water-soluble flux, and consider environmental factors like humidity during storage and operation.
Conclusion: Making an Informed Decision for Your Soldering Process
Choosing the right solder paste flux for your application is a crucial step in ensuring high-quality, reliable solder joints and efficient PCB assembly. Whether you opt for the traditional cleaning power of rosin flux, the convenience of no-clean flux, or the high activity of water-soluble flux, understanding factors like flux activity, flux residue, and solder paste cleaning requirements will guide you to the best choice.
By carefully assessing your components, production environment, and reliability needs, you can select a flux that not only meets your technical requirements but also streamlines your manufacturing process. With the right flux in hand, you’ll achieve stronger solder joints, reduce defects, and ensure the long-term performance of your electronic products.